��һ�ߣ�ֱ�����֙C�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

һ�������߱����Ϥ�C���Y�������ܣ�Ӗ���ϸ����ܳ��ۡ������Ǿ��и��ˆT�����þ��и��O�䡣����������ʹ�þ��и��O�䡣
��������ǰ�Ĝʂ�ʹ_�J:
1���坍�����_�������ȵďU����s�|�����ÙC�����܇���5S������
2���z�鹤��Һ�Ƿ���㣬����r�����r���ӡ�
3���o�˼ӹ����ܼӹ��r���z��늘O�z�������Ƿ������r�����Q��
4���z��_�J�U�zͰ�ȵďU�z�������^1/2�r���������ߡ�
5���z���^�V����ډ����Ƿ����������s�՚�������Ƿ�������
6���z��O���Ƿ����ۓp���Ʉӻ���ѣ��_�J�Ƅӹ����_�r���O���Ƿ��и���F��
7���z�錧늉Kĥ�p��r��ĥ�p�r����׃��늉Kλ�ã����۹��r����ϴ�Ƀ���
8���z�黬݆�\�D�Ƿ�ƽ����늘O�z�\�D�Ƿ�ƽ���������S�r���z���{����
9���z��늘O�z�Ƿ�ֱ���ӹ�ǰ���Уֱ늘O�z�Ĵ�ֱ�ȡ�
10���z�������b���Ƿ��Ʉӡ��ςȌ����b���_���Ƿ�형���λ��
11���z�释���Пoȱ�p�������Ƿ���ڹ����_��0.05��0.1mm��
12���z�����P�_�P�����o�Ƿ�������Ч��
13���z��C�������Ƿ�������
14������l�F�C���Ю����F�����r���ȴ�̎����
���������A�oע�����:
1�������A�oǰ����坍�P���s�|��
2��ģ�塢ģ����и���İ��b�����ڊA�oǰ����ʯĥ�⣬��ֹ���氼��Ӱ푊A�o���ȣ����c������档
3�������A�b���������_���_������ƽֱ�o�̡��M�ڱ��y�T
4������ʹ�û�����ᔡ���ᔵ��i�������8mm���ϣ��i�����m�У������^�o���^�ɡ�
5�����K����ƽ�A�����C�A�o�����⡣
6���A�o�^��ҪС�ģ���ֹ����(���)�������䡣
7�������A��λ�������ڹ��������_�ԣ��m���C���г̣������ھ����и
8������(���)�A�o����ٴΙz��C�^���O�g�����Ƿ���档
�ġ��ӹ��rע�����:
1���Ƅӹ����_�����S�r���������c�������h�����x���_�x���Ƅ��ٶȣ��Է�ֹ�Ƅ��^��r��ײ��
2�����̑��������H��r�_�����_�ļӹ����g�ͼӹ�·������ֹ�ӹ�λ�ò�����ӏ��Ȳ�������Ĺ����U������ǰ�Д���䡣
3�����и�ǰ���_�J������a�����Ƿ����_��
4���z��늘O�z�����Ƿ�������F�ȕr���������pС��ͨ����һ�롣
5���z��늘O�z��ݔ���ٶ��Ƿ���m��
6�������ӹ����Č��H��r�x���_�żӹ����ܷ�ӹ����ڱ�������ǰ���±M���s�̇�������ľ��x���ܷ�ӹ��r�������c�����ľ��xһ���0.05~0.1mm��
7���z�释�������x���Ƿ�������ּӹ��r�ø߉������������ӹ��r�õ͉���������
8���и�r���^���Д�ӹ������ԣ��l�F�����r�������{����
9���ӹ��^���У�Ҫ�����z��O���и���r���l�F���}������̎����
0���ӹ��ЙC���l��������·��ֹͣ�r����횙z�y������ԭ�����_̎��������^�m�ӹ���
11���ӹ�����ྀ��ԭ��ͣ�r��̎�����횴_�J�o���档
12���ļӹ��l����������ڙC�����S�ķ������M�С�
13���ӹ��Ї����|��늘O�z�ͱ��и����ֹ�|늡�
14���ӹ��rҪ���÷�ֹ�ӹ�Һ�R���������ϵĹ�����
15���ӹ��^���Ї����������ֹ����䣬����Ӱ푼ӹ����ȡ�
16���U������Д�ǰ��Ո�ȴ��C���^�죬�Д��r����ֹͣ�ӹ���ע�ⲻȡ���U��������Ͳ����Ƅӹ����_��
�塢����ע�����:
1���P�]�C����횰��C�����PҎ���M�У������`Ҏ��������ֹ늚ⲿ����ϵ�y�ļ��p�ġ�
2���_�C��횈��з��ؙC����ԭ�c����(�Д�늘O�z)��ʹ�C��У��һ�¡�
3����ж����(���)�r��Ոע���ֹ����(���)�����½���
4���ӹ��Y����������߹������������ȵ����������ÙC�����܇���5S������
5�� ���b�A�ߺ�������ģ�Ҫע�����÷��P������������ָ��λ�á�
6���ӹ���ɺ�����ñ�Ҫ��ӛ䛡�

RC-5�y�T늄ӈ�������늄ӈ�����
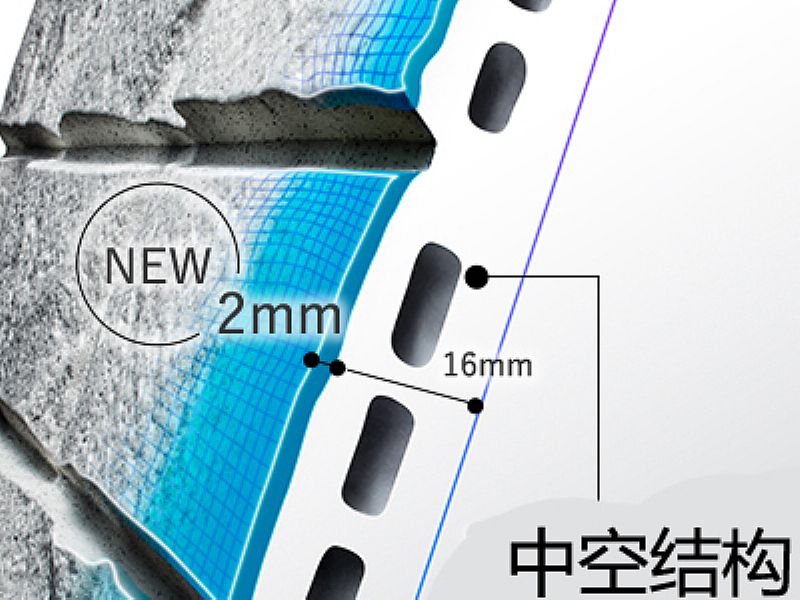
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ���������b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o����

ľ�zˮ��� �w�Sˮ��� �ߏ���ˮ��� �M�ڰ�
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���

������������������,���װ�������,���a�S�ҿɶ���

����������ţƤ����,���ܴ�,PP�ͺϰ��b��,���a�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a�S�ҿɶ���

����^���Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

����^��Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���