��һ�ߣ�ֱ�����֙C�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

1��Ҫ�f��
������ˮ�վ�OӋ���b5+1SF700-42������ˮ늙C�M���l늙C���b��Ҫ���������@�M�{�����¿��@�M�{���������S�а��b���������䲿�����b�����w�İ��b���x܇��·�İ��b���l늙C���S�İ��b��ˮ݆�C�Ͱl늙C�S�q朵��İ��b������h�ܵİ��b���߉���ؓ���и��b�õİ��b���D�ӡ��D�ӵ��b�ȡ������^�B�ӡ��D�Ӻ����S�B�ӡ����S���b���Ͽ��b���ό��Ͳۼ�������s�����b����Ԫ�S�{�����ό��S�а��b�����h�ͻ��h�Ұ��b�՚���s������ϵ�y�ܵ����b�����ӻ���������͝�ע�����¿���A���͚�ܵ��ܷ�������l늙C�����yԇ�����g���o�����ᡢ�O��ܵ���·�坍��Ϳ�b��
2ʩ���^��
3�l늙C�M�b�^��3.1���b���{���������Ӱ��b�����������Cе�ӺͶ��ġ��{���߶ȕr����횿��]�u݆���S�Ͱl늙C���S֮�g�ļӹ��L��ƫ��;�Ȧ�½�����³��������Ӹ߶��������h�߶��{�����{������:����λ�·���6��200��Һ��ǧ��픣��{�����Aǧ����{�����Ӹ߶ȡ�ԓ�z�y����ʹ�õȼ���y���r���e���ֵĸ߶��c�����ӵ��{�����ĺ͈A�ȸ����u݆�C�̶���©�h�Č��H���ġ����ڙz�y�������ڙC��픲����b���þ����b�����b�ã��Ғ��0.3mm䓽z�������c��©�h����ͬ�Č��R�������F�ĵăȲ����ϡ��С��£�����پ������ģ������־����x��14���y���c���Ãȏ�ǧ�ֳߺͶ��C�z�y���ӵĈA�ȡ����ӵ��{���A��С���OӋ��϶�ġ�4%���{�����Ӻ����л������
�����ڙC�M�����^������C��϶������䶨�ӻ��A�����������ڻ����������_��Ҫ���������춨�ӻ��A��ᔡ�
3.2�C�ܵ��A���b���{��
�M�b�¿�ܺ���̧�����C�ܲ��{��λ�á���Ҫ�{�����Ŀ���¿�ܵĸ߶ȣ��¿�ܵĸ߶ȱ��{�����OӋֵ��0.5 mm���¿����ˮƽ�ģ��¿�ܵ�ˮƽ�{����0.04mm / m�������ģ������u݆�C��©�h�����ģ����������{����0.05mm�ԃȡ��{�����ϸ�헣��z���Ƿ���ϼ��gҪ��������_��˨��������ɺ��²���Ŀ������𣬌��²������S�в����������룬���b��ˮ�C����M�b�²���ܡ�
3.3���b���S
��ɜu݆���D�����İ��b���{���u݆���Sλ�چ�Ԫ�������S���u݆�S��ƽ��ƫ����^0.02mm/m�������c��©�h֮�g���g϶ͨ�^Ш���J�C�̶����˕r�������Č��H�߶ȑ������OӋ�߶ȼs27mm��Ŀ�����ڰl늙C�D���p�@���ҵ������S�С��@���r�������IJ������g��
3.4���b�¿��ֹ���S��
(1)���b�¿�ǰ��Ո�z�鰲�b�ĵ��_��˨�ķ���ͻ���������ĸ߶ȡ�
(2)���b�¿�r������ǰ�����尲�b���°�֧�ܵײ������b�ꮅ�z��p϶Ҏ���Ƿ���ͨ�^0.05mm�p϶Ҏ����
(3)������Ғ��ڿ��БҒ��ܺ��{�����w����ж��ʽ���ؙC�ĵ��^֮ǰ��Ոʹ��䓳ߙz���C�ܵ����Ϲܴ�ֱ�����c���S֮�g�ľ��x�����{���C�ܵ�ͬ�S�ȡ��R�r������ͨ�^�ƄӘ�ʽ���ؙC�ĵ��^�Ԍ������Ă��y�������M�еġ�
(4)�¿�ܵĸ߶Ⱥ�ˮƽ�ǿ���������Ԫ�M���ĸ߶Ⱥ��S��ֱ�ȵ���Ҫ�h���������·����{��:
�������H�y�����ܲ��ߵ��Ϲں����w�ķ�©�h֮�g�ĸ߶Ȳ�����l늙C���S����Č��H�߶Ⱥ������^�Č��H�y���߶ȣ�ȫؓ��ˮ݆�l늙C�ĸɔ_�����S�ӹ�ƫ������^���R�^�ӹ�ƫ��{ƽ����R�^픲��߶țQ�����¿�ܵČ��H���b�߶ȡ����ڡ�
(5)Ӌ�����
���]���¿�ĸɔ_���¿�İ��b�߶ȱ�횸����OӋ�߶ȣ��¿�Č��H�߶ȱ�횿��]����ļӹ��`���M���{�����еġ��M�������Q��:
1)�u݆�S�Č��H�L��(���Sӛ�)��
2)�l늙C�S�Č��H�L��(���Sӛ�)��
3)�ײ������ȫ�b�M���ܵ���K(�OӋӋ���f��)��
4)�����^�Č��H�߶�(���Sӛ�)��
5)�RƬ�Č��H�߶�(���Sӛ�)��
6)�ڙC���°��b�y����Č��H�߶�
(6)�{���^��
���{�ĵ�һ���ǿ��Ə�����ײ����l늙C�S픲��ĸ߶Ȳ�O��ˮƽ�x�͡�䓳ߡ�ͬ�r��������ײ��O�ÿ�ܸ߶ȣ��Oҕ��߶ȡ�픾��ij�ʼ�{����
�ڶ�����ʹ��ˮƽ�x�ͦ�䓳߱Oҕ��ܵ�ˮƽ�߶ȣ�ʹ��200��Һ��ǧ����M���{��
(7)�����{���C�ܺ����ܰ��b��ֹͣ�Ͳ��С������c�l늙C���S֮�g��ͬ�S�ȡ��ڰ��b�^���У������S�c���ܵľ��x���Ă����Q�����M�Мy�����{����
(8)���bǰ�z��ֹ���S�в������坍���b���¿�ܽM�bվ�Ĵɴu���R�塣��ĥ�������z���ֹ�����c�R��Ľ��|�档ͨ�^�yԇ�����S�ҵ��f����������֧��������֧����֧ѥ��ֹ��ѥ���R�尴����b���¿��ϡ�
(7)���b�RƬ���{���RƬ������ĸ߶ȣ�ˮƽ��0.02mm/m���r���z����ܺ��RƬ��ͬ�Ķȣ���ͬ�Ķ��{����0.05���{����mm��ʹ��ˮƽ�x�æ�䓳����y���R����ϲ��߶ȡ�����RƬ�ĸ߶���Ȼ���ϸ�Ո�^�m���_�{���ͷ��¿�ܣ�ͬ�r�^���ܵ����ġ��_�J���ĸ߶Ⱥ����²���ܵĵ��_��˨��
(8)����������������a��ܻ��A���������ڻ������ļӹ̡������^�̺�Ӳ���^���У������бOҕ�R��ˮƽ�߶ȵ�׃�����l�F�Ć��}��������Q��
(9)���b�߉����b�á��ڰ��b�^���У����c���ƹ����y�������{����ʹֹ����Ĥ�ĺ�ȷ����OӋҪ�_ϴ�߉���ϵ�y�ܵ����z�鷽���Ǵ��_�߉����ϵ��ք��y�������B�m����ϵ�y����Ŀҕ�^���ÿ�K�ɴu�������͵��|����ֱ�����坍��ֹ��ͬ�r�����߉��ܵ�ϵ�y�M�Љ����yԇ�z�飬�Դ_���]��й©��
��10���b��ֹ���^���z�����Ϲܺ�ֹ���^��ͬ�Ķȣ���ͬ�Ķ��{����0.05 mm����0.02 mm���g϶Ҏ�z��ֹ���^���R��Ľӿp�����Ҳ�Ҫͨ�^�_�����_��ԓŤ�ء�
(11)���bˢ�Ӹ����D���ļ��gҪ����ˢ�Ӻ�֧ѥ֮�g���b�g϶���RƬ�ײ��c����ˢ֮�g�Ŀp϶Ҳ�������OӋҪ���b�ꮅ�������M���ڹܵ��M�Џص��坍�����������M���ڹܵ��M�нM�b����������Ҫ�M���坍�����P�ͷ��P̎����
(12)���b�����S�к��b�²������S�С�
(13)���²������S�К��������S�����ϣ�ͬ�r���b�Ͳ��ܷ��w���{����������ʽ���b�����S��
3.5�p�@�D��
(1)�D������ƽ�����������S�c�D���B�ӕr��Ո�_�������S�c���h֮�g�Ϳ��h�c�����S֮�g�]���g϶���_�����D�`�
(2)��ʹ�Ã��_��ʽ���ؙC���D�ӑҒ��ھ��У��A�șz��_�J��ʽ���ؙC�Ĺ����Ͱ�ȫ���ܣ����������������M��ԇ����
(3)�D�ӵ��붴�Еr����l��������ڿ՚��g϶�У���ֹ�ŘOֱ�ӽ��|���Ӿ�Ȧ��
(4)�ڑҵ��͵����D��֮ǰ���þƾ����ײ�����ʯ���坍�D�Ӻ�ֹ���^�ĽM�ϱ��档
(5)̧���x܇���y�����{���x܇�i���x܇�������28��mm��30�����߲���^0.2��
(6)���D�ӷ����Ƅ����ϡ�ʹ�ðٷֱ�ָʾ���z�y��ӛ��¿��еď�����
��7�����b�D���B����˨��ж���D݆��©Ȧ�ϵĹ̶�Ш�ΰ壬�Ì��ù����B���D�������w���B���D���S�������D݆���b���D�������w���·��m���K�ϡ����������،��Q̧����Һ�������b�þ���ؔQ�o�R�r�Q�o��˨������0.02mm���g϶Ҏ�z�鷨�m������ϵ��g϶��
(8)�p�@�D���B�ӵ����S�����D�����������Ƅ��^���B�ӣ��z��u݆�D�ӵķ�©�h���g϶���_�J��Ԫ�����D����������λ�á�Ո�o�ҡ��粻������λ�ã����Ӹ߉����{�����z�鶨���c�D��֮�g�Ŀ�϶�����ֵ����Сֵ�cƽ��ֵ�IJ�e���ó��^�OӋ��϶��4��%��%���p������ֵ��%���p������ֵ��
3.6�p�@�l늙C���S
(1)���b���S�r��Ոʹ�ÏS���ṩ�Č��ú��J��
(2)�������S֮ǰ���坍���z���D�ӵ��Ϸ��m������Ϸ��m���棬�_������Ͳ���ڹ⻬���oë�̺߶ȡ�
(3)�ñ��Oҕ��������ǧ����{�����S���D�������w���m��ͬ�S�ȣ��Q�o�M����˨����0.05mm���g϶Ҏ�z�顣�ҕ��ġ��ҕ��ġ����b�S����˨�y�����S�Ĕ[�Ӳ�����S����˨��
3.7���b�C��
(1)�ڰ��b�ҽM�b��ܺ���ֲ���ʽ���ؙC����
(2)������ɺ��ö��ӿ��픭h�{��픾��{���߶ȣ��ڿ�ܷ��m�����O�Üy��λ�ã��æҳ߱Oҕˮƽ�档�����{���Ƀȏ�ǧ�ֳ߱Oҕ���z�鲿�֞��ό��S�����ķ��m��ֱ�����c�ό��S�ľ��x����ǧ����{����
(3)�_�J�Cе�߶Ⱥ������m�����Ͽ�ܵ�֧�α��B�ӵ��Cе���L�����ȱڵ�������A�ϣ���O��Ȧ�w�����w���z��ӿpˮƽ�;����g϶�� �����A�ĵڶ��A�λ����������r���ڸ��w�ӱ���]�����ݺ����ȱ�ݡ�
��4�����b�ό����S������s�����������s��������ˮ�ܾ����ͨ�^�ܷ�͉����yԇ��
��5�����b���h�����ʹ���g϶Ҏ��䓳ߺ�ǧ�ֱ��M�Мyԇ����ͨ�^�ϲ��g϶���{���c���S��ͬ�S�ȡ�
��6���ڰ��bǰ��Ո�ص��坍���b�҃ȵć�ˮ������Ĺܵ���
3.8�����S����D���{��
(1)���R�Ͽ���B�ӵ��Ͽ�ď�����A�ϡ��B�Ӻ��_�����b�õ��Դ�����Cʹ���g϶Ӌ��䓳ߵșz�����D�̶����֮�g�������g϶��Ȼ��_�J�]�����D�����м���F��
��2���M���{������ʹÿ��ֹ�Ɖ|�����D֮ǰ�����������c�����r���Q�ذ��b�Ă������r�ף�����һ�ȵ��g϶�{����0.01 mm��0.03 mm��
(3)����߉��p���b�ã����¿��ք����D�b�ã��ք����D�����b�á�
(4)�y������ֹͣй©�h��ˮ�����������S���m�����������ό����S�С����ӭh����ֵ���R���S����ֵ������ֵ���^�˜ʕr�������y���Y���ľC��Ӌ��ͷ����Q���f�{Ӌ����̎�����ٴ�����ֱ���y���Ĕ[��ֵ�������P�˜ʡ�
��5���ڴ_�J����֮��회��D�ӵ��²����m�c���S�B�ӣ����ڰl늙C�S���D�����@�ס�����@������K�ľo����˨��Q�R�r�̶���˨��
��6�������y�õ����ӌ��Ⱥ������̵�ָ��ֵ�C��Ӌ��ÿ�������r�Č��H���b�g϶�������D�����c����λ�Ì��R��Ȼ��й©�h�����S�cǧ��픺�Ш�ΰ��B�ӡ��R�r�̶����Ӳ������{����������ʽ��ˮ�S�е��S���g϶�ձ��������a�S�҈D��Ҫ��ķ����_չ�i����
��7���ڌ�ÿ������Č����S���M���b���̶�֮��ж�����S���R�r�̶����ߣ��ص��坍�Ͳۣ�Ȼ��M�bÿ������������ܷ��w���Ͳ��ܷ��w�е��i�ӿp�g϶��횷���ͨ�ð��bҎ�t�����PҪ�_���ܷ��w���S֮�g���g϶����Ȼ������ɺ��b�ܷ��b�á�
3.9��������
��1�����b�ό��ܣ����ܣ������͵ך�����s�����ڰ��b�r��ÿ���M�ϱ�����ʩ��ƽ̹���ܷ℩�����ڰ��b���M�п������yԇ���ό��ܡ����ܡ������͵ך�����s���OӋ������0.5MPa��60��犜yԇ������0.75MPa���o������й©��
(2)�坍��܉����ֹ�ƹޣ��ص��坍��܉����ֹ�ƹ��S�rՈ���հ��b��ӛ���b�ޡ��ܷ��w�ȡ����Q�ؔQ�o��˨���ܷ��w�c���D�S֮�g���g϶������(2)���b��݆������݆֧���c���S���R����ɺ���݆���b��֧���ϣ���Ť�ذ���Ť�ؾo�̵�900N.m�����h�Ϲ̶������пۼ�������Ø�̩�zˮ�̶����M�b��ɺ��M�Љ����yԇ��
(3)���b�՚���s������ܵ�ǰ������ڹ���������1.5���yԇ�՚���s������С�r�Ȳ�й©��
(4)���b���S����ܡ���݆�Ҽ��丽�����������ۺ����Ͳ���ע���m���Ĝu݆�C�͡����͞�L-TSA46��݆�ͣ���λ�������OӋҪ�ص��坍�O�䡢��ܺ������z���Ϳ�b�����ýM��Mˮ72С�r�{����
4���YՓ:
Laxiwaˮ���l늙C�M���O���^�������Ǻ����ģ�����S������(���磬������Ԫ�O��M�������s��ʩ���h��)���Ƽs�����aǰ�M�к��������ã��s�̆�Ԫ������λ�á���Ҫһ�����еİ��b�^�̡����b�r�g���Դ_���O��İ��b�|�����_���O������ÿ��ٰ��b��

RC-5�y�T늄ӈ�������늄ӈ�����
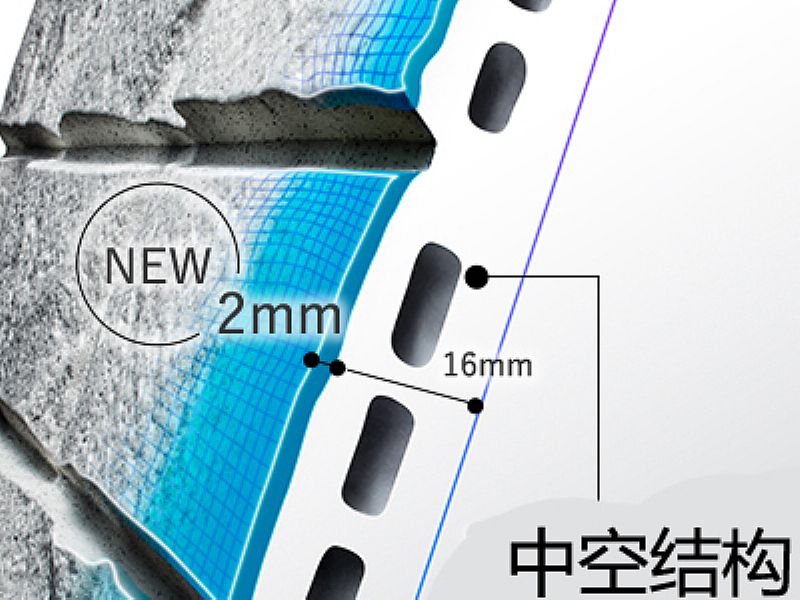
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ���������b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o����

ľ�zˮ��� �w�Sˮ��� �ߏ���ˮ��� �M�ڰ�
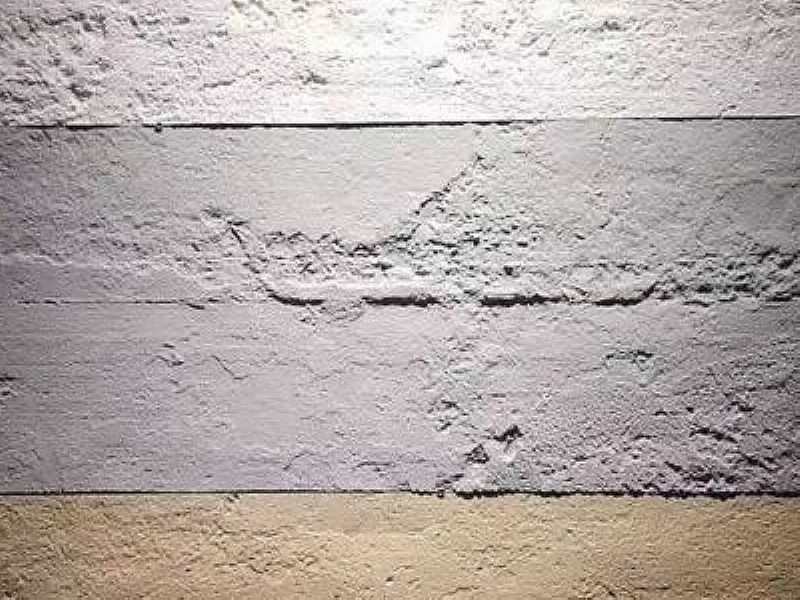
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���

������������������,���װ�������,���a�S�ҿɶ���

����������ţƤ����,���ܴ�,PP�ͺϰ��b��,���a�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a�S�ҿɶ���

����^���Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

����^��Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���