���ڣ�2022/12/15 Click��1578
ƽ�������a���g�ĸ���
һ���wՓ
�S�������Ŀ��ٰlչ�����л��M�̵����M���҇��������aƷ������ʢ��*����15����҇�������幤�I�lչ�ܿ죬�e�����ܶ��w�S������I��1995���_ʼ������ij��ׇ��a���O���ˇ���g�����ƏV�����LJ��I��I�����Ͼ���Ȼ������I��I�o�S������@15����ܶȰ�����I���ٰlչ�Ěv���У����a���Įa����С�������ڵ����a���Įa������a5�f��������������2007���Ժ�����a��������Ԍ��H��a8�f���������Ϟ��������������ϵ����a���Ԍ��H��a12�f�����מ����������꣬�ܶȰ���I������M���O����������O�䣬ͨ�^��̭���a�ܣ����F��߮a�����|���������ܺģ��p����Ⱦ���h���_�˵�Ŀ�ˡ�
��2005��ǰ���Ј��ϱ��������_ʼ���aƷ�������g�^��2005��2009�꣬�҇�������ʮ���l�B�m݁���������a��Ͷ���\�С��B�m݁��������Ͷ�Y�٣����O���ڶ̣��؈������c���aƷ���Բ�������B�mƽ�������a�ı��塣
�\�з�ʽ���M����������b��I�İlչ������2009���������ж��l���a���B�mƽ�����a��Ͷ�������\�У��a�������õĽ���Ч�棻���ж��lƽ�����������졢���b���{ԇ�С�
�����Ї����������B�mƽ���Ěvʷ���ѽ�һȥ���ͷ��ˡ�
�����҇��B�mƽ���c�������a���ĬF��ͅ^�e
Ŀǰ�����a�Ķ������a������a�������s��15�f�����ף�����4Ӣ�ߵ��B�mƽ��������a����������12��18�f�����ף�����8Ӣ�ߵ��B�mƽ��������a����15��40�f�����ס��B�mƽ���ȶ��Ӿ����߂���ߵĮa�ܺ�����Ҏ��
�B�mƽ�����c���Ӿ��O���*��^�e�ǟቺ��ʽ�����ቺ���и��ܶ��w�S�������һ����Ҫ�����aƷ�|���ͮa�������Q���Ե����á����B�m�ቺ�У����C���\���ٶȺ��w���gЪʽ�ቺ��ˇ�еğቺ�r�g���ء������B�m�ቺ�������磺�b�塢ж�塢���C�]�ϡ������ͽ������o�����I�r�g�����ԟቺ�r�g�hС���gЪʽ�ቺ���B�m�ቺ�r�g�Ĵ_���cϵ�й�ˇ���ؼ��O��l�����P����ȻҲ��Ӱ�*�K��Ʒ���ܺ����^�|����
�B�m�ቺ��ˇ�Ĝضȡ��������ٶȣ���r�g�������صĿ��Ʊ��gЪʽ���ӟቺҪ���_�������ͷ��㡣
�B�m���C���ܵĂ��f��ʽ�c���Ӊ��C������ͬ��
�����B�m���C�ć��a�����Ƅ����҇��B�mƽ���C���ռ��������҇������Cе��������ИI�ĭh�������������M�Ј��ȷ����c���ޡ��W���кܴ�IJ�ͬ������҇����ƏV�B�mƽ�����^���У�����ȫ�P�հᣬ�������҇��Č��H��r���߳�һ�l�m�χ�����B�mƽ���lչ֮·��
1�� ���a�����O��ĆήaƫС
�҇�Ŀǰ�ΌӉ��C��4x8Ӣ�ߵ��Ϻ��ݳ�����30�ӣ�4x16Ӣ�ߵ��Ϻ��ݳ�����18�ӣ���a����15�f���������ң��@���҇�Ŀǰ�����ޡ����Ķ��Ӿ�����a�����_��40�f�����ס��@���҂��IJ�࣬Ҳ���҂��ć��顣
2�� ���a�����O��ķ���Ҏ���һ
�҇����a�����M�Ķ��Ӿ��ķ���Ҏ������4x8��4x16Ӣ�ߣ���������6x9Ӣ�ߡ�������ܶȰ�Ҏ��Ҫ���҇��S���Ķࡣ�����Ӿ��ČӔ��]���Ї��Ķ࣬���������ķ���������úܴ���8x12Ӣ�ߡ������Ӿ��Įa���ߣ���Ҫ�ǟቺ������
3�� ���a�B�mƽ���C�Č���Ҏ���һ
�҇�Ŀǰ���a���B�mƽ���C��Ҏ����Ҫ��4��8Ӣ�ߌ��ȵģ��@Ҳ���Ƽs���a�B�mƽ������a40�f���������ϵĴ�a���lչ�������B�mƽ����������12Ӣ�ߌ�����a�����Գ��^60�f�����ס�
4�� �҇����ܶȰ�ʹ�õ�ԭ�a�ϲ�
�҇��ܶȰ���Iʹ�õĴ����֦Ѿ�ģ������ܶȰ���I��ԭ���϶���С��ľ������ԭ���ϵą^�e���҇��Ćκ�����Ҫ��Щ������Ʒ�|�İ���y��Ҳ��Щ��
5�� ԭ������ُ�돽С�Ƽs�ˮa������������
ԭ������ُ�돽�����ӣ���ζ���ɱ������ӣ��҇�··����ُ�돽��200����齛��������ˮ·����ٹ���齛�������a���Įa��12-15�f�����מ��ˡ�
�����ܶȰ�ăɷN���a��ʽ�κĵı��^
�����F���в����ܶȰ���I������̭���a�ܵĕr�m�Y�����x��30�ӆη����C����18���p�����C����߀���B�mƽ����Ŀǰ���և��a�B�mƽ���Cԇ�a���Ćκ�ָ��ȱ���������ݣ�������I���B�mƽ���_ʼ�|�ɡ�
�挦�������}���P��ͨ�^�����a�O�����a�����I�I���^�õăɼ��ܶȰ�������I�ĸ�ۙ�˽⣬����a���ӽ���r�£���aƷ����Ҫ�κ����£�����֦Ѿ�IJ���Ƥ����
1���B�mƽ�������a���9mm���ܶȡ�730kg���ծa����530�����וrÿ�����װ�Ćκ�:
���rľ�ģ� 1.30��1.35����������
��ȩ��֬�z�� 160��165kg �����w������48����
ʯϞ�� 5��7kg����������������
늣��� 200��205��
�������ģ�70��75�f���ஔ�ڰl����5000�Ę˜�ú140��150kg��
�� ������ˮ���������ܷ⡢�_ϴ����7��8������/С�r
�� ��s��ˮ����ѭ�h���ã�����60������/С�r���߉�늙C����·�����z��
2���B�mƽ�������a���12mm���ܶȡ�820kg���ծa����480�����וrÿ�����װ�Ćκģ�
���rľ�ģ� 1.45��1.5����������
��ȩ��֬�z�� 210��215kg �����w������48����
���wʯϞ�� ��7kg��������������
�� 늣��� 220��225��
�������ģ�75��80�f���ஔ�ڰl����5000�Ę˜�ú150��160kg��
3���p������Ӊ��C���a�����a���12mm���ܶȡ�860kg���ծa����460�����וrÿ�����װ�Ćκģ�
���rľ�ģ� 1.7����������
��ȩ��֬�z�� 225��235kg �����w������48������������
���wʯϞ�� ��7kg��������������
늣��� 215��220��
�� �������ģ�75��80�f���ஔ�ڰl����5000�Ę˜�ú150~160kg��
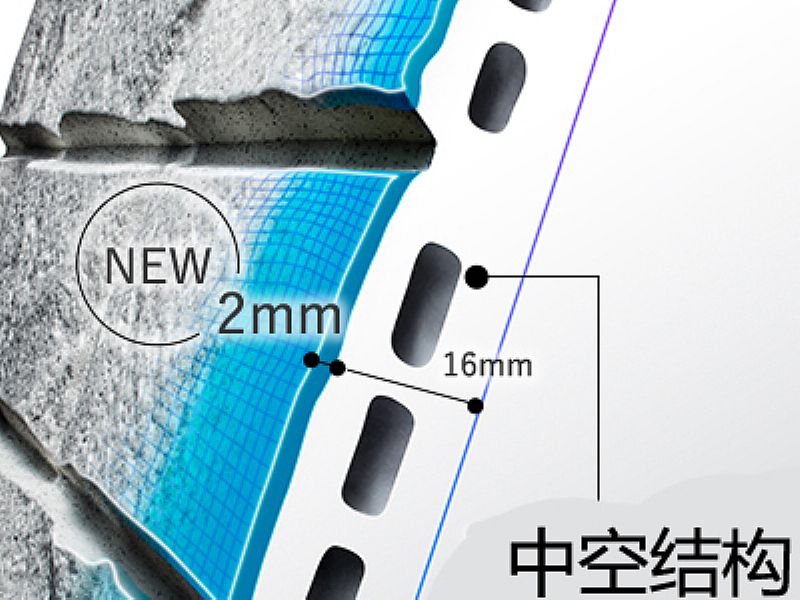
4��һ���M��ƽ�����S�����a3Mm���Ҳ��壨��Ƥ�����ܶȞ�800��900kg��r��ÿ�����װ�Ćκģ�
ľ�ĵĆκĞ�1.95��2��
�z�ģ�170~200kg
늺Ğ�240~250��
ͨ�^���ϏS�Ҍ��H�\�еĆκĽyӋ�����Կ�����
������ˮ��������ͬ�������s��ˮ����ѭ�h���ã�
�B�mƽ��������ȩ��֬�z��늡�ʯϞ���������ķ����c�p���Ķ��Ӿ��Ȼ���һ�£�����С��������a8-10�f�����׆η���������a����늺ļs175��190�ȣ����p�����Ӿ����B�mƽ������25-75�ȣ�
�B�mƽ��ľ���������ȶ��Ӿ����c�������ڸ��S����ُ��С��ľ��С��һ�ӣ�С��ԭ���ϳ��{�ʵͣ��ʲ�����̫��ɱ��ԡ������Y�Ͻ�B���B�mƽ�����ȶ��Ӿ���ľ��������5�������Ї����y�����@�N���ݣ��Ї�ijЩ��Iϲ�g��ľ�ۡ������ɳ�����ߵ����أ������˲��ɱ��ԡ�
�P���ռ��������������ɹ��x�߅�����Ҳ�S�S���b�似�g����ˇ���g���M�����κĵĔ�ֵ�����µ�׃����
�҂���ԓע����B�mƽ�����cĿǰ�Ķ��Ӿ����˟ቺ��ʽ��ͬ�⣬�B�mƽ�������õğ�ĥ�C����b�C���A���C�����������кܴ���ߣ�ͬ�r�ھ��z�y������Ҳ��������߮aƷ���|����
�ġ��B�mƽ�����ă��ݺ��ӄ�
1�� �aƷ�|���̓r��
�B�mƽ�������Ƶ����ܶȰ�����о�Ӷ���Y���������܌��������ڿ�����߰�ĵĄ��x���ȣ�
�A�̻��Ӳ���ɰ����С��ɰ��p�ĵͣ�߅�l�ēp�ĵͣ��е����J����Ӿ�����ֵ�ɰ��ۡ������߅�l���Խ��ͳɱ������ǣ�ɰ����к���ɰ��Ó���ɰ���������Ͱ��Ҏ��䏵��Ƭ������
����N�ۃr��ȶ��Ӿ��ĮaƷ�߳��s3~5����
2�� �b�C����
�ȶ��Ӊ��C�p���b�C�����IJ��֣�
�����B�m�M�뉺�C�����C�]���_���]�ϣ�ֻ��䓎����Ӻ��ļӉ�����֮���Ӊ��C�]�й��ʺܴ���ͱýM���ͱõ�늙C֮̎�ڱ�����B���B�mƽ���C��ʹ��Һ��ϵ�y�c���Ӊ��C��һ�ӣ��䌍�H���ĵĹ��ʕ��ٺܶࣻ
�B�mƽ���ȶ��Ӊ��C�p�����bж�C�������M��䏵��b�C������
�B�mƽ��������b�C�����ßo�����b���p��������L�C���b�C������
�����B�mƽ�������a�İ�ģ��A�̻��ӱ���ɰ��C�����x�õ������á�
�ȶ��Ӊ��C�����ӵ��b�C�������֣�
䓎�����ϵ�y��
�̺����ϵ�y��
�����Ͷ���ѭ�hϵ�y��
�A���C�Ś�W������ϵ�y��
�ھ��z�y�b�õȡ�
�B�mƽ���c���Ӊ��C���b�C�������^��
�B�mƽ���C䓎����̺�Ă��ӡ�Һ��ϵ�y���ʼs500kw�������Ͷ���ѭ�h�õĹ��ʼs200kw���B�mƽ�������C���ֵĿ������c�p������Ӊ��CҺ��ϵ�y�Ŀ����ʻ����ஔ��
ƽ�����茦������w�S�M�кY�x�Ա��o���C��䓎������;��͉��C�����m�c�^�࣬�����a�����L�͡����m�L�C�Ĺ��ʱȶ��Ӊ��C�����S�࣬�s��400kw��
��a��15�f�������B�mƽ�������S���b�C�������_9500kw���ҡ����@��Ҫ�f�����ǣ�ͬ�a���ľ����M���B�mƽ�������b�C���ʱ��p�����Ӿ��ߣ���ÿ�����װ��늺Ļ����ӽ�����ӳ���B�mƽ���IJ���늙C��̎�ڵ��ʠ�B�\�еġ�
3�� ɰ���
��ƽ����ë�������ƽ�������ƫ��С���A�̻��Ӳ�����9��12mm��Ʒ��Ӌ��ƽ���İ�ɰ��������0.5��0.7mm�������Ӿ��İ�ɰ�������_1.8��2mm���@����ɰ��r��ƽ���İ���ɰ����С��ɰ���ٶȿ��_70m/min���ң����ծa����ͬ����Ʒ������ͬ��r�£�ƽ����ɰ��ε�늺����@�ͣ���ɰ�����������ȶ��Ӿ����ͼs30��~40����
4�� ���a��ͬ���r�a����׃��
����ƽ���C�ğቺ����ֻ�cƽ���C�ቺ�������^�����c�ቺ��Ĝضȡ��������f�ضȵ��ٶȵȘ��ɵğቺ�������P�������Ӊ��C�ğቺ���ڳ����c�������f�ضȵ��ٶȵ��������P�⣬߀�c�bж����o���r�g���Pϵ�������Ӿ����o���r�g�����ǹ̶��ģ�Ӱ��o���r�g��������Ҫ�Ѓɂ���һ���b�C�����M�˵ĕr�g�����ǰ����M�b�C��ë���ж�C������ĉ��C���C�r�g��
�����������أ����ڶ��Ӿ��������a12mm���ϰ�15��18mm�r�a��*�ߣ����a12mm���r�a�����@���ͣ���ƽ����ǡ���෴�����a12mm���ϰ�r�a����u���͡�
5�� ���SͶ�Y��
ƽ�������O��Ͷ�Y�^�ߣ�����b�C���A���C�c���Ӿ��ĽY��������ͬ�������˳ɱ�����s���幤�ζ����16Ӣ�ߵ�Ҏ��Ҳ��������r���ھ��z�y������Ҳ����˳ɱ������C�ĽY�����ֲ����c���Ӊ��C��ȫ��ͬ���r���F�ğ�ƽ����M��䓎����������늚����Ҫ��ߣ��ɱ��ߣ�����ˉ��C����r��
����a12��15�f�����מ��������Ӿ��Ŀ�Ͷ�Y�s��6000�fԪ��ƽ�����Ŀ�Ͷ�Y�s12000�fԪ���O�����������Ҳ�L��ƽ�������S�Ŀ�Ͷ�Y�s�Ƕ��Ӿ���2����
�S�����Ӿ������õ���ߣ��B�mƽ��������ɱ��Ľ��ͣ������g��Ͷ�Y���~����u�sС��
�塢�YՓ
1�� ÿ�������ܶȰ�֦Ѿ�ĵ�����
���ܶȰ���ܶ���ͬ��ʩ�z��������ͬ������ʣ�
���H�ϣ��B�mƽ������֦Ѿ�������Եͣ���Փ�ϣ���ĵ��o�����ȡ����x���ȡ�����ģ�������ڶ��Ӿ����a�İ�ġ�
���ܶȰ�����W������ͬ�����һ�£�����ʣ�
���H�ϣ��B�mƽ������֦Ѿ���������@���ͣ���Փ�ϣ�֦Ѿ�Ćκđ�ԓ����5�����ң�ʩ�z��Ҳ�����͡�
2�� ÿ�������ܶȰ��zճ��������
���ܶȰ���ܶ���ͬ�����һ�£�����ʣ�
���H�ϣ��B�mƽ�������zճ�������c�p�����Ӊ��C���������Փ�ϣ��B�mƽ�������z�đ�ԓ���S�࣬�����ܶȰ��ʩ�z���c��λ�w�S�ı���e���P���w�SԽ�̣��۠���Խ�࣬���λ�ı���e�͕�Խ��ʩ�z���͕������҇��ܶȰ�S�ң���ͬ�ą^��ͬ��S���Լ��aƷ�IJ�ͬ��λ�����ُ��ԭ���ϲ�e���ܴ�
���ܶȰ�����W������ͬ�����һ�£�����ʣ�
���H�ϣ��B�mƽ�������zճ�����ıȶ��Ӊ��C���ĵͣ���Փ�ϣ��B�mƽ�������z�đ�ԓ���S�ࡣ
3�� ÿ�������ܶȰ�늺�
�B�mƽ�������b�C�������@����ͬ�a���Ķ��Ӿ������ǣ��B�mƽ�����Ćκ��c�p�����Ӿ�������ƽ���Ȇη��Ķ��Ӿ���25-75�ȡ�������� �x���ĕrҲ��Ҫһζ��r����� ���x���Ʒ�ƺ�Ʒ�|���ܵ��_�Լ���Ҫ�İ�ȫ�ɿ��ij�Ʒ