���ڣ�2022/12/15 Click��759
������5����ˇ����
���^ľ�I����˾
1��������ΰ����ٻ�����ɷ��w�S�幤ˇ�е��w�S��������w�S��ğ�̎����
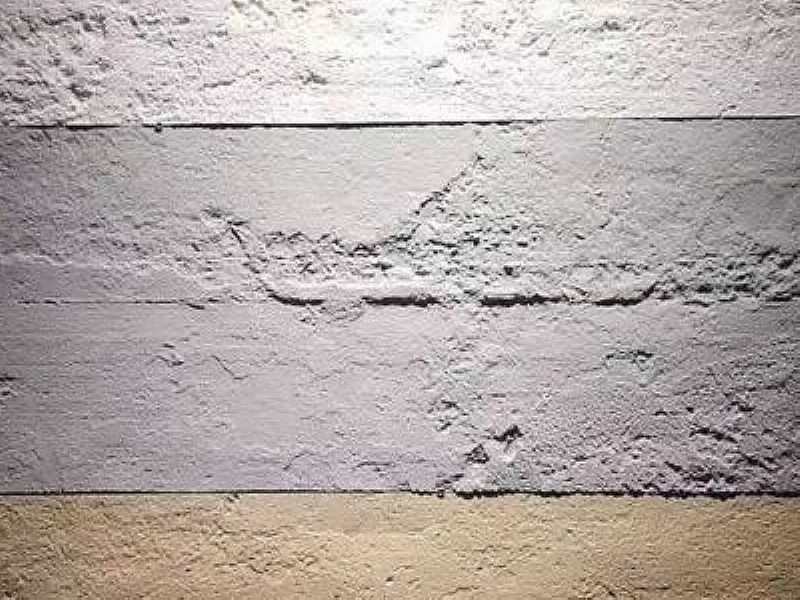
�������������Ƭ�������ϵĸ���t���������ߜء����ٺ��B�m���l�����M�еģ��ӟ��A�νK�������D��p�ٸ����A�Ρ��ΰ弰�ٻ��Ȳ��ϱ�������e�������Ӱ���С���߲����ڡ���֮�������^����ľ�ĽM���l����ͬ�̶ȵ��ɳڣ�ˮ�֔Uɢ����С��ľ�ăȲ�ˮ�֔UɢҎ�Ɍ��ΰ塢�ٻ��Ⱦ�ʧȥ���x��
��������ğ�Դ�������������ȼ�����w���t�⾀������������̫��ÿ���l1ǧ��ˮ��Ҫ5500��18000ǧ�������������H��4200��5000ǧ�������l����c�DZ������Ϻ�ˮ�ʸߕr�ĸ����ٶȿ졢�K��ˮ�ʾ�������ɱ��^�ߡ����c������ʹ�Ì��F��ʽ�ӟ�t�����ġ���ո��ﲻ�H�M�ô����aЧ��Ҳ�͡�����������Դ�r��ÿ���l1ǧ��ˮ�֣��ΰ������1.75��2ǧ�����⣬�ٻ�������1.8ǧ�����ҵ����⣬ܛ�|�w�S����������1.6��1.8ǧ�����⡣
2ʩ�z�����ΰ�Ϳ�z���ٻ����w�Sʩ�z��
�ΰ�Ϳ�z�ښW�������Â��y�ĝLͲͿ�z��������70������S���z�ϰ�S�Ѹ������z���Ї��z�ϰ�SҲ�ÝLͲͿ�z�����z�����m�����������а���Ԅӻ��M���Ĺ�ˇ�^�̡��ٻ����w�Sʩ�z�F����Ҫ�Ç��z������
����7 0���ĩ�ڣ��W��һЩ�����о��o�z�z�ϼ��g���^���Mչ����ʹľ�|�ط��ӻ����һ���l��������ľ�|���z�ϣ���������ľ�Ļ����������еİ��w�S�أ���̎��ʹ֮�D�����z�Y���|�M���z�ϡ�80����������ô�ɹ������������Ƴ��˟o�z�ٻ��塣�Ї��֘I�ƌW�о�Ժ�͖|���֘I��WҲ�����M�Пo�z�z�ϼ��g���о�����ȡ�ó����ɹ���
3���ͺͼӉ��z�ϰ�ĽM�����ٻ����w�S��İ������ͺͼӉ����������������ij���ˇ��
����ľ�ČW��ľ�Ę�����о���ʾ��ľ�w�S����Ȼľ���е����з�ʽ�ЌӴ��Ժͷ����ԣ�����ܳ�����Ȼ�猦ľ����ʩ�ӵ�һ���ȵ�������
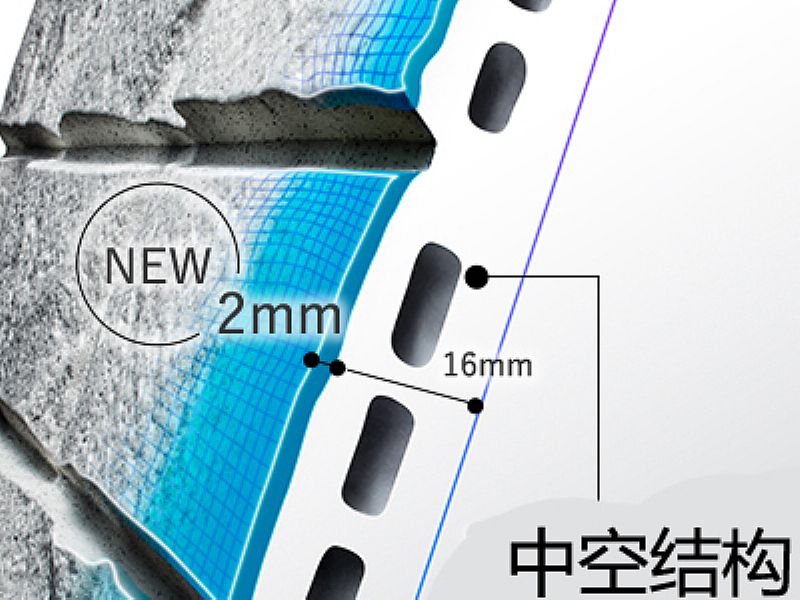
������������칤ˇ����׃���o���ܵ��@һ�J�R��Ӱ푣��ٻ��塢�w�S������Ӵ��ɆΌӸ�׃��3�Ӽ����ӽY�����������ٻ����w�S������Ҳ���S�C��څ���ڶ����ͣ����z�ϰ���������w�S�����ഹֱ���Єt������ľ������Ȼ���L�l�����γɵĸ�����ȱ�c������˳ߴ緀���ԡ�
4�Ӊ����A�����ቺ�ßo�|��ϵ�y�r����ʹ�������^�A������ʹ���������M�ቺ�C�r���p�ġ��ቺ�����ǛQ����I���a�����ͮa�����P�I��������幤�I�г��õğቺ�O����Ҫ�Ƕ��ӟቺ�C�����⣬�ΌӴ����ቺ�C���B�m�ቺ�CҲ��u�����á��ٻ��幤�S���ÆΌӟቺ�C�����ܶ��w�S��������ʹ�ÆΌӉ��C�Ϳ��Ԍ��F���l��������ʹ�õď�ʽ�ӟᣬ�����ڿs�̼Ӊ����ں��ƮaƷ�����ܶȵľ����ԡ�
5*�K�ӹ���ďğቺ�Cж�����^��s�ͺ�ˮ��ƽ���A�Σ����M���߅��ɰ�⣬Ӳ�|�w�S���轛��̎�����{��̎�����^ȥ����߅������B��У��F��Ҳ�ß�B��з������Q���ܲ��ß�Bɰ�ⷽ������ɰ���p�ij�Ʒ�����|��������ʹ��Ҫ����Щ���߀���M�н��n�����ᡢ���桢��߅������̎����
�����mȻ�����ĵ����a��ˇ������M�����a�O��ҲԽ��Խ���M����������Ҫ�����a��ˇ��Ȼ�]�и�׃��