���ڣ�2023/1/4 Click��614
�T�B��ī�T�F���w�Ļ��W�ɷּ����a�^��
���ԣ�����ͨ�T�ܡ����r�g��2017-11-14
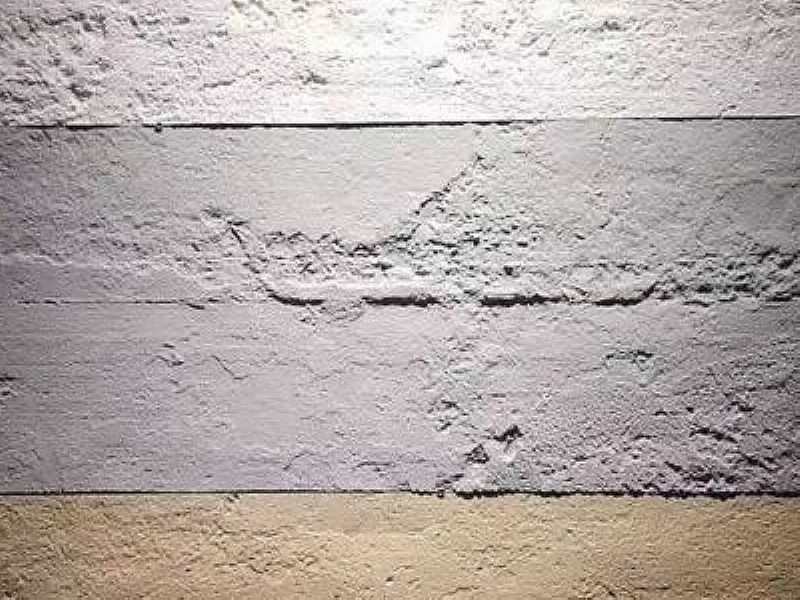
�� ��ī�T�F���҇���1950���_ʼ���a�������V������1965��ԇ��ϡ���V���F�����@�óɹ���������ī�T�F���ij��F��ʹ�T�F���ϵ����ܰl�����|���wԽ����ˣ��ڇ�����lչ���ܿ죬�S�����ȡ�����䓡��T䓼�����T�F�đ��ã��ɞ�a���H���ڻ��T�F���T��Ͻ���ϡ�Ŀǰ�����a��ī�T�F����IԽ��Խ�࣬�S���Ј��ļ��Ҹ�����ʹ�û��T�F��ˮ���w�ĸ���������u��ʧ������ī�T�F�����ܼ��r���@��
�� 1�����W�ɷ�
(1)C ����ī�T�F�У��_��̼�����Ķ����Ǐĸ����T�����ܿ��]�ģ���ˣ���̼�����x����ʹ̼�����ڹ����c�����ĺ�������ϣ���M���ߡ��@�Ӽȷ�ֹ�s�ɺ��Ѽy�����ܷ�ֹ���ɝB̼�w�ij��F��������ʯī����̼����̫�ߕr���׳��FʯīƯ���������T�F����Ԫ�،����D�Ϲ����cλ�õ�Ӱ푣�ʹ����̼��������4.6����4.7�����҂��x��WC��3.6����3.9����
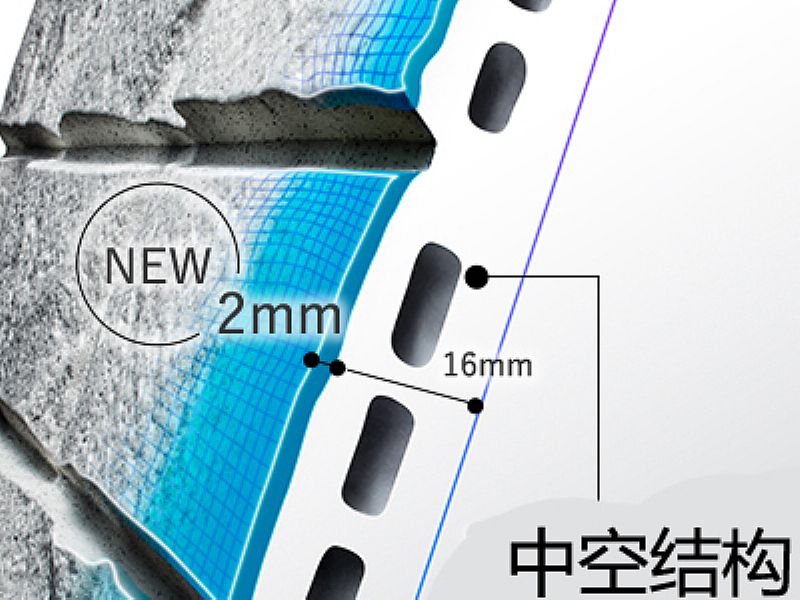
(2)Si ������ī�T�F���ܼ���ʯī�����ʯī��ĈA���ȣ��������γ��F���w����ֹ�a���B̼�w���������ߣ��T���İڃA��p�٣����ܼ���ʯī������̫�ߣ���ʹ��ī�T�F���g���½����ҏS���a���T�����ں���^ʹ�ã���ˣ�������ī�T�F��̼�����ԭ�t���x��WSi��2.0����2.4����
(3)Mn �����i�ڹ����F߅��̎�@�������T�F���g�ԣ�������ī�T�F�У����i�ڻ��T�F���ǘӵ����������ֵò����l�]����ˣ��������i�������҂��x��WMn��0.3����0.4����
(4)P ������ī�T�F���Ƿdz��к��ģ�����Ʒ��̎�γ�ƫ�����������ؽ�����ī�T�F�����Լ��g�ԡ���ˣ��҂��x��WP<0.05����
(5)S ��Ĵ��ڲ��HҪ��������Ӱ���Ч�����������ɵ�����O���γ��T���ĊA�sȱ�ݣ����Ҫ����������������ڟ������g��ԭ���҇��ڛ_��t�ۻ��l���£����y�_�������ˮƽ������҂��x��ԭ�FҺ��WS<0.05����
2�����a�^��
(1)���� �����x��ճ��ɰ���o������85���ң�ˮ��ʯīͿ�ϣ������ͣ���עϵ�y���ð���]ʽ����Aֱ����A�M����A��=1.25:2:1���M�������ð�A�h����O���������ȝ���4���������Ƞֱ�_�]��
(2)��ע �FҺҪ�ߜس��t��������Ó���⡢�����FҺ��������������ˣ��҂�Ҫ����F�ض��_��1450�����ϣ���δ�_���˜ض���ǰ�����ۻ���̖�^�͵Ļ��T�F��
�tǰ��̎�����õ̉�ʽ���כ_�˹�ˇ����̎��ǰ�����A���^�����Ͻ���ڝ����̉ε�һ�ȣ��Ͻ��϶����w�A����75SiFe���m��NaHCO3�����M�Гv����ʹ75SiFe������Ͻ��g϶���õ��ݻҸ��w�����F�^���У����A���^��75SiFe�����������F�ۣ�һ�γ����FҺ�������ꮅ�������������������m������r���������أ������tǰ����ԇƬ���˕r�FҺ�ض��ѻ�������(1320��20)�棬���M�Н�ע��
(3)ԇ�Y�� ���^��ε����a���`�������_�����A��Ŀ�ġ��±��г���ԇ���z�y�Y����ƽ��ֵ��