���ڣ�2023/1/12 Click��1280
ע�ܙC�ݗU�����ϵ�ԭ��
�����ݗU��ԭ�����кܶ࣬�����ݗU����Ͳ��ĥ�p�ܿ��ܕ������ݗU��
ע�ܙC�ݗU�ĉ��s���OӋ�������϶�̫�̣������s��̫С��Ҳ������ݔ�������ͺ��ݗU�������y(ֹ���y)�����������rҲ���ܕ������ݗU�����⣬�ݗU��߀�����ǘ�֬�M�϶�������ġ��϶����������ע���г������ԡ����п��ى��s��(���ڵײ���Ȼ�վo)���������϶��m�˼ӹ���������ϣ��s�����m�˼ӹ������ֲ��^���������ϡ���˕�Ӱ��M�ϵľ����ԣ��@����ζ���ݗU��������ͬ�����¾���ݔ�����w��Ҳ�����´�!
1������̫�ߣ����米���O���^�ߣ���ô�ݗU���S���ܰl��������ǰ�\�����w�������ԑ��ٱ����ķ������ݗU�͕���ij����λ���D�������ˣ��@�ӕ������w������Ĺ����@��������w�ضȣ��Ķ�����Ʒ�|����ѭ�h���ڰl���ޚ�Ӱ푡�
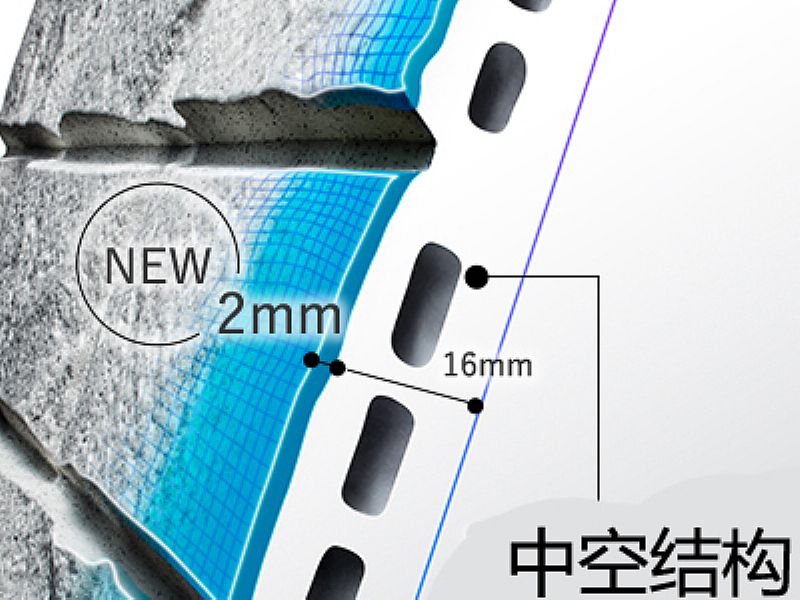
2���CͲ�����^����^�䣺�ڼ��϶κ������ڼӟ�o�s�^�����γ�һ�����ھۺ��ﱡ�ӡ�����Ĥ���N�ڙCͲ�ϡ�����]���@һ���ӣ����Ͼͺ��y��ǰ�\�͡�̎�ڼ��϶ȵ������б�Ҫ�ӟᵽ�R��ضȣ��Ÿɰl��Ҫ��������Ĥ�ӡ����dz����������ڙCͲ��ͣ���r��̫�̲���ʹ�ۺ����_��ԓ�ضȡ��@�N��r�İl�������������O��Ҏģ̫С�������b���^С�ęCͲ���ݗU���γɵġ�ͣ���r���^�����γɾۺ������ڻ��ϲ���֣��Ķ��������ݗU��ͣ�D��
3���CͲ���ݗUĥ�p���c���϶���ͬ������֬���ݗU�o�s���ۻ��rճ���ڙCͲ���ϡ����ݗU�M�����D�r���������������Ó�x�CͲ�ڲ���ǰ���\�͡������ݗU�͙CͲ����ĥ�p�^����ô�ݗU�Ͳ�����Ч��ǰ�\�����ϡ�
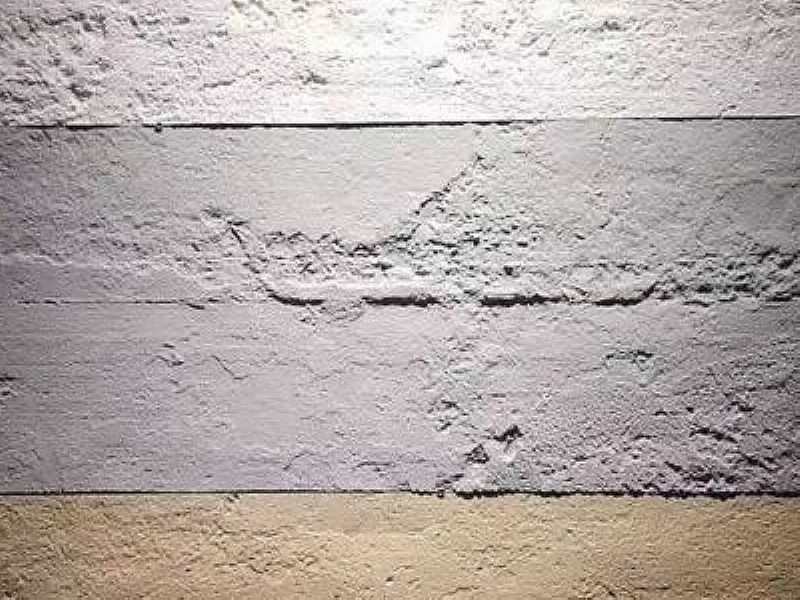
4���϶�Ҏ�����������_���϶�Ҏ���DZ��C�ܰ����\�����ϵ�Ҫ����ͨ�����f����С������������ں���ͻ׃�o�s�^�ķ����϶����\�����á����ǣ������������ϕr�Ͳ����@�N��r��ͨ�^�ٴ��Ɖ����ϵ��Π�ʹ�С�ܲ���ͬ���@��Ӱ푵��M�ϵľ����ԡ��M�ϲ��B؞��ζ���ݗU���܈Գ����w�Ͼ�����\�͉������M���l����
5���ӹ��������Y�ϕr�������_�����ϸ�������@���͙CͲ���Y��ճ�Ȳ��l��ˮ������ʹ�ݗU�y����ǰ�\�����ϡ�
6��ֹ��h�l�����ϣ����ݗU�����D���M���ܻ����ϕr��ֹ��h����̎��ǰ�淽λ�����|�̶��h��������ֹ��h��̎������B���������ǰ�����֮�g�Ġ�B�����ھۺ�����ͨ�^ֹ��h�ͭh��֮�g��ȱ�ڕr�����������������ֹ��h�І��}��������Q��