���ڣ�2023/1/31 Click��610
��ΰ�ݔ�͙C���bԓ����{(di��o)ԇ
mc����ΰ�ݔ�͙C���b��һ����������S��(n��i)���M�b�����������ચ���IJ����\�֑��ìF(xi��n)����ֹͣ���C�b�䡣���b�䷨ʽ������£�
����1������(j��)mc����ΰ�ݔ�͙C���b��D�������b��Ŀv�����g�����v�����g����ȫ��ݔ�͙C���b����ʣ���܇�g�ⲿ��ͨ�����ԏS�����W(w��ng)���˞���ʘ˳��ġ������r��*���ԏS�����W(w��ng)��һ�λ��ʣ�����ݔ�͙C�Ŀv�����g�����^��β݆�ęM�����g���������cݔ�͙C��(li��n)ϵ��ϵ���b���ѽ�(j��ng)�b���λ���b��r���t�����@Щ�����b���(li��n)ϵ��ϵ�ߴ����Ҫ����(j��)���϶������g�����c�S�����W(w��ng)�ĸ�ϵ�ߴ�H�����������S�����ܰ���ݔ���wϵ����ס�����顣
����2����ݔ�͙C�Ŀv�����g���ϣ����߳��^݆�S���S�����g��λ�������ؿv�����g�������������ݔ�͙C�Ŀ��L�ȳߴ綨��β݆�S�����g��λ��
����3�����������g������ʣ��϶��o�P�C�ܵĵ��_��λ��܉���b���λ���(q��)���b��Ķ�λ���g�ߴ�ȡ�
����4���϶��˸����g��λ�Ժ�(li��n)����������ʩ���D�����ҳ��o�P���֘�(g��u)�����������㣬�����b��D��Ո��ֹͣ��C���b�䡣
����5���C�ܣ������^�ܡ�β�ܡ����g֧�ܺ��(q��)���b��ܵȣ��b���ꮅ��ֹͣ܉���b�䡣
����6���b������݆�S���������o�݆�S�������݆�b��r�����ܱM��С�Ĺ���ƫ��݆�SҪ����ƽ�У��y(t��ng)һ��朗l���݆Ҫ�����ڽy(t��ng)һƽ���(n��i)��ֹ��б�����ӡ��݆�Ĺ���ƫ���ʹ朗l�a(ch��n)���M��[�ӣ�ʹ朗l���݆�a(ch��n)����(c��)ĥ�������ʹ朗l�^ӯ���̎��(li��n)�Y(ji��)�ι̶����������ؕr��ʹ�_���N��ֹ�i���C���࣬�Լ��a(ch��n)��朰����������X픡�
����7���b���(q��)���b�䡣
����8���b��ݔ��朗l��������朶ΰ��L�Ⱦ��ȷֳɎM���ڵ�����չƽ��ֱ������ֹͣ�������䲢�B��������ʹ�y(t��ng)һݔ�͙C�ϵĶ���ݔ����L�ȱM����ȣ���ݔ��朵ĸ������ֲ����Q�����Ўג�朗l���Б��Õr�����eע����߅����߅�����_���á�������朗l�b���݆ǰ��ֹͣһ�±P��������䇧���ܷ�̫�o��̫�ɡ�����̫�o��P�����������tԓ朗l�Ͳ����b�䑪�á�
�����b��朗l�r߀��ע����Щֹ�i���C���b��ƫ���c朗l���\�D(zhu��n)ƫ�����m�����Է�ֹ��������ӡ���ײ�r���䡣�F(xi��n)���b��朗l�r���������o�b���ɵ��O��λ����朗l���ӌ��F(xi��n)���ٌ�朗l��ʩ���o������ݔ������O�ö�����������ĩ�˕rҲ��ͬ�r�b��á�
����9����ݔ��朸������b����d��(g��u)�������˰����b�侫�ȣ�һ�㑪�������d��(g��u)����4����8��һ�M�ֽM���������bÿ�M��*һ�����b�ú����bÿ�M�ĵڶ�����혴Ό����d��(g��u)���b�Σ�ͬ�r�{(di��o)���ø��������d��(g��u)�����g϶��ѯB�g�������d��(g��u)������ҴνM���r��������M�b�á�
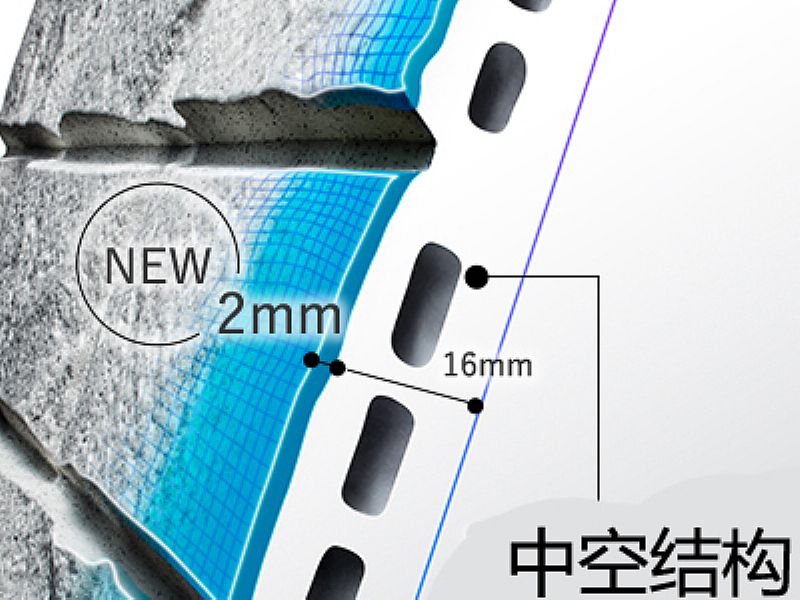
����10���b��mc����ΰ�ݔ�͙C�������Č��b�䣬����ƽ���o�֡�ƽ���o�ڼ��ؿ��w�塢������ܡ����ϲ۵ȡ�
����11���������b���^�̮��У�ͬ�r��늚�����wϵֹͣ�b�䡣
����12����ȫ��mc����ΰ�ݔ�͙C�����棬��Ӌ��Ո��Ϳ�����ֹͣ����������o̎�á�
����13��ֹͣԇ܇���{(di��o)��������Ӌ��Ո�˜ʵIJ��T��