���ڣ�2023/3/3 Click��668
�y�Tй©�Ľ�Q����
�y�Tй©�ǹ��S��Ҋ�ĬF(xi��n)���y�T��й©����ܺ����ӣ����a(ch��n)��ȫ���}�����S�h(hu��n)�����}�ȶ���Ӱ푡��������ع�(ji��)�����ճ������аl(f��)�F(xi��n)���y�T��ʼ��й©�����y�Բ��X�������ǃ�(n��i)©������й©���^��r�������S�ijɱ��ͱ�Ҫ�Ծ������S�࣬��Ӌ���Ĺ������S���y�T�������y�Tй©����Ҫ������
��Ҋ�������Ϻ�й©���@���ܡ�ð��©����Ҫ���F(xi��n)���ڹ��ء����S�{(j��ng)��Ҋ�����a(ch��n)�����Ϻ�й©��ԭ�������Ў��c��
1�������c�������|(zh��)�ĸ��g�ԡ��ضȡ����������m��(y��ng)��
2���b����������������������ς��������룬*�a(ch��n)��й©��
3���y�U�ӹ����Ȼ����❍�Ȳ����ЙE�A�ȣ����п̺ۣ�
4���y�U�Ѱl(f��)���c�g������¶��ȱ�����o(h��)�����P��
5���y�U������
6������ʹ��̫���ѽ�(j��ng)�ϻ���
7�������^��������
��(n��i)©���F(xi��n)���P(gu��n)�]��й©��ͨ�������Ϻ�й©����©�����P(gu��n)�]��й©������(n��i)©���P(gu��n)�]��й©�����y�T���棬���װl(f��)�F(xi��n)���P(gu��n)�]��й©���ɷփ��һ����ܷ���й©����һ����ܷ������й©��������й©��ԭ���У�
1���ܷ�����ĥ�ò��ã�
2���ܷ�Ȧ�c�y�����y����ϲ���(y��n)�o��
3���y���c�y�U�B�Ӳ��ο���
4���y�U��Ť��ʹ�����P(gu��n)�]�������У�
5���P(gu��n)�]̫�죬�ܷ�����|���û����ѓp�ģ�
6�������x��(d��ng)����(j��ng)�ܲ�ס���|(zh��)�ĸ��g��
7������ֹ�y���l�y���{(di��o)��(ji��)ʹ�ã��ܷ��潛(j��ng)�ܲ�ס�������ӽ��|(zh��)�ě_����
8��ijЩ���|(zh��)�����y�T�P(gu��n)�]����u��s��ʹ�ܷ�����F(xi��n)��(x��)�p��Ҳ���a(ch��n)���_�g�F(xi��n)��
9��ijЩ�ܷ�Ȧ�c�y�����y�k֮�g�����ݼy�B�ӣ����a(ch��n)�������늳أ����g��Ó��
10���������F�P���m�����s�|(zh��)Ƕ�룬�����a(ch��n)ϵ�y(t��ng)���ЙCе���Ó���ס�yо��ʹ�y�T�����P(gu��n)��(y��n)��
�y�T�ă�(n��i)©�Еr��Դ���y�U�����C��(g��u)ʧЧ���y�U����ʧ�`����ԭ���У���
1�������^��ʹ�ݼy�p����
2��ȱ������������ʧЧ��
3���y�U��Ť��
4������❍�Ȳ���
5����Ϲ����(zh��n)��ҧ���^�o��
6���y�U��ĸ�Aб;
7�������x��(d��ng)�������y�U�c�y�U��ĸ��ͬһ���|(zh��)������ҧס��
8���ݼy�����|(zh��)���g��ָ���U�y�T���y�U���²����y�T����
9��¶���y�Tȱ�ٱ��o(h��)���y�U�ݼyճ�M�mɰ�����߱���¶˪ѩ���P�g��
�������ع�(ji��)�ܰl(f��)�F(xi��n)�������y�Tй©߀�����y�w�_��й©��һ���DZ�����ɵġ�����r���y�TҪ�б��ذ���ʩ����tͣ�a(ch��n)��(y��ng)���y�T���B�ӹ�·�е�ˮ�Ń��������y�z�£��ɴ��_�z����ˮ������
��݆�p�ģ�ײ�����L�ܗU�����������¡�ֻҪ�����ˆT���������P(gu��n)�ˆTע�⣬��ɱ��⡣��
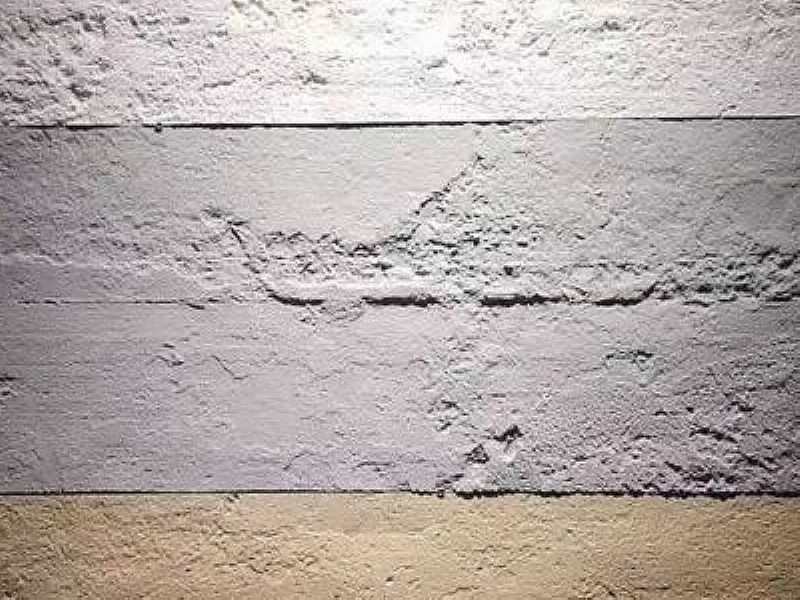
���ω��w���ѣ����o���ϕr�����������w��ȱ�ݡ����o���ϣ�Ҫ���Q�����D(zhu��n)�ݽz������ƫ�ᡣ����r���HҪע�����w���P(gu��n)�I������ҲҪע�≺�w֮�Ҫ������tӰ�ʹ�á�
�����y�U�c�l���B��ʧ�`���l�y�����y�U�L���^�c�l��T�β��B����ʽ�^�࣬T�βۃ�(n��i)�Еr���ӹ������ʹ�y�U�L���^ĥ�p�^�졣��Ҫ�����췽�����Q����ʹ�Æ�λҲ�Ɍ�T�в��M(j��n)���a�ӹ�������һ���❍�ȡ���
�p�l���y�T���l�岻�܉��o�ܷ��棺�p�l��ď����ǿ��Ш�a(ch��n)���ģ���Щ�l�y���Ш���|(zh��)���ѣ�����̖�T�F����ʹ�ò��ñ�ĥ�p���۔ࡣ
����ʽ��ȫ�y��й©ԭ���^�࣬
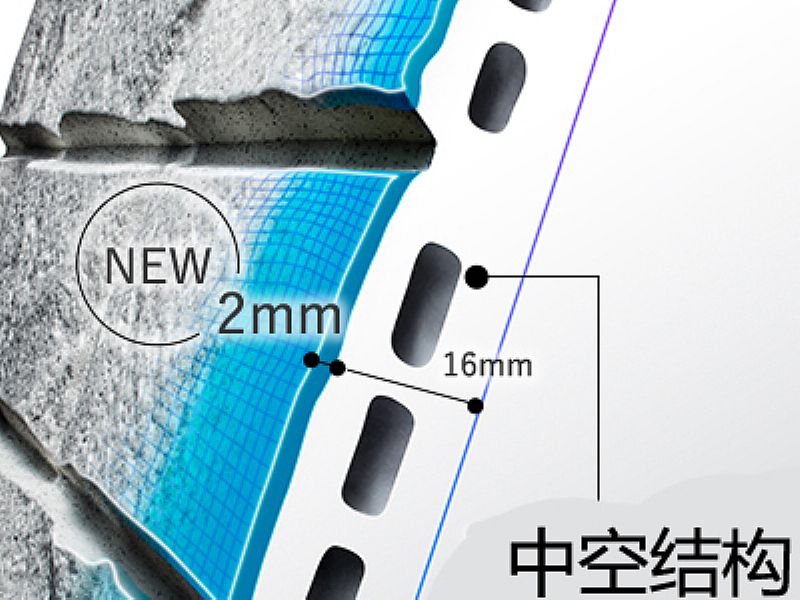
����֮һ���ܷ���B©��
ԭ���У����ܷ���֮�g�A���s�
�������������������ܷ���p�ġ���
�@�N����Ҫ�����ڙz�ށ��A(y��)����
����֮�����`���Ȳ��ߡ�
ԭ���У��ُ���ƣ�ڣ�
���������ڏ���ʹ�ò���(d��ng)����
����ƣ�ڣ���(y��ng)ԓ���Q������ʹ�ò���(d��ng)����Ҫ��ʹ���߲�ע������
����߀����������������(d��ng)���x������������m�İ�ȫ�y,���|(zh��)���g�����ء�
ֹ���yй©��Ҋ�����У����y����飻�ڽ��|(zh��)�����������y������ԭ���ǣ�ֹ���yǰ����|(zh��)����̎�ڽӽ�ƽ����ֻ��ࡰ��䏡��Ġ�B(t��i)���y�꽛(j��ng)���c�y���Ĵ�ijЩ���Բ��ϣ����T�F���S�~�ȣ����ɵ��y��ͱ����顣�A(y��)�����k���Dz����y����g�Բ��ϵ�ֹ���y�������|(zh��)������ԭ���У����ܷ����Ɖģ��ڊA���s�|(zh��)���ޏ�(f��)�ܷ��������s�|(zh��)�����ܷ�ֹ������