��һ�ߣ�ֱ�����֙C�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

һ�����چ��}
����а�C�M��2��2��800mm��݁�֡���܈�C��1�_����ʽ11݁�Cֱ�C��3�_������䴲��2�_�M���C�к�����a������a��150�f����܈�Ʒ�������6~100���ס�����1��600~2��500���ף��L��4��000~14��00���ף��aƷ����������̼ͨ���ͺϽ�偠t�塢���������塢��������܇�������У�̼�Y�Ϻ͵ͺϽ�屻�W��CE�J�C�����屻9���������J�C������2011��5�£����2800�����а�C�M���Ϲ������Â��y�ߴ����aģʽ�����L�ȳߴ��и�������T�����a�^���У����T�����桢�Y����ʹ���ڡ��Y������ǻ�ӹ����ȡ�䓷N�����ӹ����ȡ�䓷N�����ٺ͜ضȵȹ�ˇ�l����׃��Ӱ푣����H�����������l��׃�ӣ�܈䓹�����Ҫ���F�������������㣬�aƷ�ߴ粻��������^����ɵēp�����ӡ�Ҳ�����f����䓹����B�T�����a���ù̶������a��܈䓹�����������Ͷ��˜ʽM�����a�����ߴ��ڛ]�н����yһ�˜ʵ�ì�ܣ�Ӱ����а�C�M��܈���ʡ��aƷ�ʡ��aƷ�ʵ����a���gָ�ˣ��ɞ齵�ͳɱ���ƿ�i���̶��и�g���о��͑���
���������и�ԭ��
1.�°�ϵ�yԭ��
�����и�ĺ�����������׃�������a�^���У�ͨ�^MESϵ�y���а���������϶����f�o���ϵ�y����Ŀ�˵Ć��أ�����B�T����������ϵ������������L�������B�T���O���L���M���иȻ���ھ��Q���и��İ��������䌍�H�������c�O���������M�б��^���Ķ��a��ƫ����⣬�a����һ���и�İ����O���L�ȣ���������L�ȳߴ��и��Ӱ푣��ڷ���܈���ʵĻ��A�ϣ�������Ч�ؽ��ͽ��ٓpʧ�ʡ�
2.ϵ�y����
�B�T�������и�ϵ�y���IJ��֘���:�B�T���L�șz�y���B�T�������z�y���B�T���и��Ӌ��C�Ԅӿ���ϵ�y��ͨ�^Ӌ��C�ռ���̖���D�Q�������Ĕ����������H�ķQ��ֵ�cĿ�˵������M�б��^�����`���D�Q���L��ֵ���{���B�T���L�ȣ����F�B�T��������Ŀ�ġ�
�������F�����и�
1.����Ŀ�ˆ����O��
���а�MESϵ�y�У������OӋ���ߴ��L��Ӌ����ϣ��������PӋ�ㅢ��������ƷĿ�˺�ȡ���߅�����L�ȸ���ֵ�ȣ�����䓷N��ӆ��Ҫ�����L�����a���H�����O���а��Ԫ���y�����OӋ��ʽҊʽ(1)���Ğ鶨���и��Ŀ�ˆ����O������������Ʒ�������������������ܲ�ͬ䓷N��ȹ����Ʒ���ȡ��L�ȵ����ƣ��_����Ʒ�������Гp�������^���s���o�����C���N���������_�ԡ���һ���棬���ڳ����MESϵ�y������M�д��׃����Ͷ��͕�׃�C�Ͽ��]������Ŀǰ���^�������M�Ϸ�ʽ������Ŀǰ�������L���OӋ������׃����׃�������OӋ���ϵ�ͬ�r��ͬ�r�OӋ���φ��ء�Ҳ�����f�������F�����ϵ��L��Ӌ�㷽��������ԓ�L��������ǰ�Č��H�������O�����ϵ��ܶȺ͌��Ȳ�׃���������Ӌ��Ŀ�ˆ��ص�������Փ��ȡ�ԭӋ�㷽��Ӌ�������L�Ⱥ����������ϵĺ�ȡ��ܶȺ͌���Ӌ�����ϵ�Ŀ������������Ŀ�ˆ����OӋ��ʽҊʽ(2)������Ŀ�ˆ���=��Փ��ȡ���Փ���ȡ������L�ȡ��ܶ�(2)
2.���϶����и�
���˱��C�������и��ԭ�����и��O��Ļ��A�ϣ�Ͷ���ھ��ӣ����Fϵ�y���Ԅӿ��ơ���Ҫ�^������:����Ŀ�ˆ���ͨ�^MESϵ�y���f������B�T����䓹�������F�й�ˇ��r��Ŀ��������Ӌ�������L���и�ԄӷQ�ء����^���{�O�������L�ȣ�Ӌ�㹫ʽҊʽ(3)��ԓ��̖���f���и�C����ϵ�y���и���֧�T����
�ġ�Ч��
(1)���ù̶��и����̶��и�g��ͬ���L�ȵ������D�Q��̶��иƽ�����ش�s�p��20~30kg�����^�y�㣬ÿ�ꄓ���ֱ�ӽ���Ч���_��600�fԪ���ϡ�
(2)�а�C�M܈����P���g����ָ�˴�����ƣ����1��ʾ��
�塢�Y���Z
��ʩ���϶����и�䱾�|�Ǹ����ߴ��и�����������������и��`��M��܈䓭h�������������ȵ�Ҫ�����@��߳ɲ��ʵ���Ҫ���g����ָ�ˣ��������a�ɱ��������I����Ч�档

RC-5�y�T늄ӈ�������늄ӈ�����
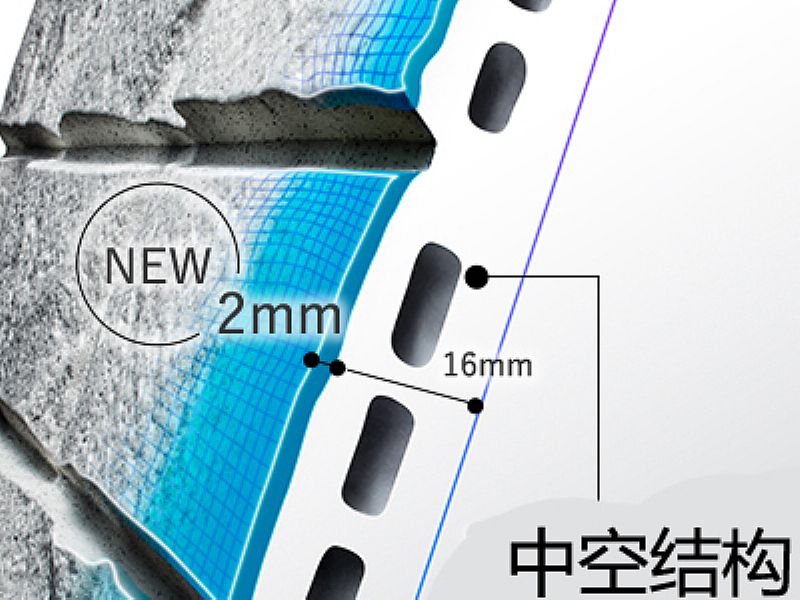
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ���������b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o����

ľ�zˮ��� �w�Sˮ��� �ߏ���ˮ��� �M�ڰ�
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���

������������������,���װ�������,���a�S�ҿɶ���

����������ţƤ����,���ܴ�,PP�ͺϰ��b��,���a�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a�S�ҿɶ���

����^���Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

����^��Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���