��һ�ߣ�ֱ�����֙C(j��)�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

����(x��)�����ӹ���Ҫ��ָ����ߴ���1mm���£��ӹ�������0.01~0.001mm�ľ���(x��)�ߴ�����ļӹ�����(x��)�����ӹ���ָ�ߴ���1��m���µľ���(x��)����ļӹ�������(x��)�����ӹ���ָ��(x��)1nm���µ�����ļӹ���
1.Ӱ푳���(x��)�����ӹ�����Ҫ����:
(1)����λ��������Ӱ�:���F(xi��n)����(x��)�ӹ����������|(zh��)���Д���Ϸ��ӡ�ԭ��֮�g�ĽY(ji��)�ϣ����F(xi��n)ԭ�ӻ���ӵ�ȥ���������������횳��^���w��(n��i)���ķ��ӡ�ԭ�ӵĽY(ji��)���������Ե������M(j��n)�����OС�r����λ������e�ϵ���������������λ�������dz���ͬ�r�a(ch��n)�����������ߵ��ⲿ�ֵ^(q��)�Ĝضȣ�ֱ��Ӱ������ӹ��������M(j��n)�С�
(2)�������ӹ����Ե�Ӱ�:����ȥ���^�̲��H�H���������ߣ�߀��(y��n)������ڱ��ӹ����ϱ���������(x��)�����ӹ����ϵ��x���Լ{�������|(zh��)����ǰ�ᣬ���Q����ϵ����ӹ���(�����ñ���ֲڶȺ�ij���ӹ����x���x����ĥ�p�Ŀɺ�ҕ��)��.Ӱ푲������ӹ��Ե����ذ������и���ό��@ʯ���ߵă�(n��i)���Ǻ���(���л��W(xu��)����(y��ng))�����ϱ����ľ��w�Y(ji��)��(g��u)��ȱ�ݡ��ֲ��͟�̎����B(t��i)��(�ྦྷ�w���ϵĸ����Ԍ�����ӹ�������������кܴ�Ӱ�)��
(3)�пڈA���돽����������ȵ�����:�пڰ돽��������С������ȣ��пڰ돽ԽС�����S����С�������ҲԽС���ٷ�hmin=(0.16~0.246)һ��o�賬��(x��)�����е��а돽�Ϳɼӹ���С������ȵ��P(gu��n)ϵ��Ŀǰ���õĽ���ʯ�����J�ȼs��0.2~0.5��m����С��������_(d��)��0.03~0.15m�������ĥ�������_(d��)��=0.1m����С��������_(d��)��0.014~0.026m
(4)����ĥ�p���Ɠp:�@ʯ������ĥ�p������һ�Εr�g����ĥ�p��u�ӄ����ЕrͻȻ�������@ʯ���ߵĹ����б����к�ĥ�p�ɷN��ʽ���@ʯ���ߵęC(j��)еĥ�p���������ɵ�Ƭ̎���^��������ģ���ĥ�p�ı��|(zh��)���^�����ķe�ۡ��۷e���@ʯ����ĥ�p��Ҫ�l(f��)���ڵ��ߵ�ǰ���棬��(j��ng)�^��ʮ�f�������L�Ⱥ�ԓĥ�p׃?y��u)遆��ĥ�p������������ʯī�����U(ku��)ɢ��̼�������ã��@ʯ����Ҳ���a(ch��n)���ữ�W(xu��)ĥ�p�������ǵ����ϵđ�(y��ng)�����^�@ʯ���߾ֲ������r�l(f��)���ģ����y�A(y��)�y�Ϳ��Ƶēp�������ӹ������|(zh��)����Ӱ푴���ǰ����ĥ�p��Ӱ푡����������ضȿ���Ч�p�ٵ���ĥ�p�����⣬���̼?x��)��w������Ҳ�������@ʯ���ߵ�̼�����á�
(5)�����^���е����:����������Π����ڹ��ߵ�݆����ӳ�ڹ����ϣ��ӹ�����Ĵֲڶ��ɹ��ߺ���֮�g�����\�ӵľ��Ⱥ��ߵĵ����Π�Q���������r����ʳ�������Ȳ��ϵľ���ֱ��С���ஔ(d��ng)���������B�m(x��)�w���@�N�^�����m(x��)�m(x��)�������͙C(j��)���Ą������ԕ���(d��o)�������^���е���ӡ������е���ӌ��ӹ������|(zh��)����Ӱ�Ҳ���ݺ�ҕ��
(6)�eм�����ӹ��^�̵�Ӱ푳�:�����r���eм����Ӱ푲��ݺ�ҕ���eм��Ӱ�������������׃�Σ��亸�ڵ����ϵķeм��ҲӰ푼ӹ�����Ĵֲڶȡ����˵��е��^ȱ��ֱ��Ӱ푷eм���İl(f��)���⣬�����ٶȺ��M(j��n)�o�����eм����Ӱ�Ҳ�����@���Еr�������и��ٶȷ�����(n��i)�����ڷeм�������и��ٶȵĴ�СӰ푷eм���ĸ߶ȣ��и��ٶ�Խ�ͣ��M(j��n)�o��ԽС���eм��ҲԽ�ߡ�
������Q�k��:
��Q�������،�����(x��)�����ӹ���Ӱ푣��ӹ��r�ɲ�ȡ���½�Q�k��:
(1)���_�x�߲���:����(x��)�ӹ����T���������dz��a(ch��n)����������������^(q��)��ضȸߵ��������ӹ��r����x�����Ҫ��Ĺ��ߣ��x��Ĺ��߲��Ͼ�����ĥ�ԡ��͟��ԡ��ߜ�Ӳ�ȡ��ߜ؏�(qi��ng)�Ⱥõ����ԣ�����(x��)�ӹ�����õ��ǽ���ʯ���ߡ�
(2)�����x������:������߳���(x��)�ӹ�������|(zh��)������횺����x�����ϡ��x�����ӹ��ԺõĹ�������(����Ǿ��w���Ͼ��о���(x��)�����Y(ji��)��(g��u)�IJ���)�����ԫ@�üӹ����������ԺõĹ������档
(3)�pС�пڈA���돽:���@ʯ���߳����������ӹ���ɫ���ٺͽ��ٲ��ϣ��õ�Ra=0.02~0.002��m���R�棬��(x��)ĥ���ߺ���г�����_(d��)��1nm����Ƭ��Ŀǰ���@ʯ���ߵĵ����|(zh��)����Ҫ�������D(zhu��n)���T�F�P�Ͼ���(x��)��ĥ����ĥ�@ʯ���ߵĵ��У������x�����ӹ��ͻ��W(xu��)��ĥ�ӹ�����ʹ�ӹ����߾��Ё������Π�ȡ�
(4)����б������б������:���H����ǰ�ǣ��pС�����ЈA���돽�͘O����С������ȣ����F(xi��n)������������(x��)�����������r���ЃA�ǵ��x��(y��ng)�C�Ͽ��]�@ʯ���߾�����x�����ĥ��
(5)�x����m�ĵ���ǰ����:��Ȼ�@ʯ����Ӳ�ȸߡ���ĥ�ԏ�(qi��ng)���ߜ؏�(qi��ng)�ȸߡ������(d��o)�Ժá��c��ɫ����֮�gĦ��ϵ��(sh��)�͡���ĥ���O�J���ĵ��ߵ�һϵ�Ѓ�(y��u)�����ԡ���ˣ���Ȼ�@ʯ�mȻ�r���F������Ȼ�Dz�������ij���(x��)�������߲��ϡ�

RC-5�y�T늄ӈ�(zh��)������늄ӈ�(zh��)����
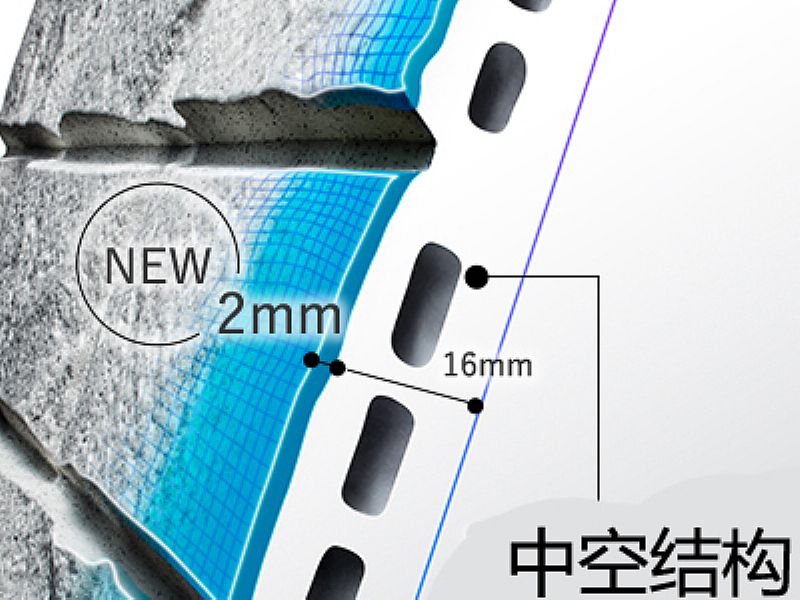
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ������(qi��ng)���b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o(h��)����

ľ�zˮ��� �w�Sˮ��� �ߏ�(qi��ng)��ˮ��� �M(j��n)�ڰ�
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|(zh��)�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a(ch��n)�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a(ch��n)�S�ҿɶ���

������������������,���װ�������,���a(ch��n)�S�ҿɶ���

����������ţƤ����,���ܴ�,PP��(f��)�ϰ��b��,���a(ch��n)�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a(ch��n)�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a(ch��n)�S�ҿɶ���

����^(q��)���Ͼ�����,��ɫ��Ĥ������,���b�����a(ch��n)�S�ҿɶ���

����^(q��)��Ƥ��,��ɫ������,�Gɫ���������b��,���a(ch��n)�S�ҿɶ���