��һ�ߣ�ֱ�����֙C�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

�p䓽Y(ji��)��(g��u)һ�����Q345��Q235䓣�����Q345䓡�Q345�������á������ĵͺϽ�ߏ��ȽY(ji��)��(g��u)��䓣����܃�(y��u)�������Ժá����������װ��⣬���塢�����Ȼ�����4-20mm�еı��壬�Ǻ��Ӽ��g(sh��)�������ĺ�ȷ������p䓽Y(ji��)��(g��u)һ�㲻�������͡�ʮ���ͽY(ji��)��(g��u)�������֞�h�ͽ��档���ڽ�(j��ng)�����������Y(ji��)��(g��u)�����c��һ�㲻����܈��h��䓣�����ú���h��䓡�
����h�͌��������Y(ji��)��(g��u)�����ӡ��M�b�Ԅӻ����ס����ǣ����ˊA�����Ͳ���߅���������g���Ƚ����⣬�ֲ������ǽ�����ʽ�������ӵ��Ԅӻ�����˸��ߵ�Ҫ��
2.��
�Tʽ���^�����и��������_�l����Ҫ�и������ϩ�����顢LPG����͚��w��uȡ����Ȳ��
���ڸ������^��������Ш�Σ�ͨ�����Ô�(sh��)�ص��x���и��������������x���и�����и��ٶȿ죬�и��|(zh��)���ã���������늘O��Ҫ����ߡ�
������и��|(zh��)���������ĺ����|(zh��)���кܴ�Ӱ푡����ڰ�ĺ���^�����и���׃�λ������������¸��岨��׃�Ρ���߅���|(zh��)��ֱ��Ӱ푸��������֮�g�ĽǺ��ӵĺ��Ӻͺ����|(zh��)����
3.���ӷ���
���ӹ�ˇ�����a(ch��n)����ȡ�Q��H��䓵ĽM�ɡ����������֮�g�������ӣ�����(j��)�M�ɷ��������ӷ����ͺ���λ�õIJ�ͬ����C�^�Ƅӻ��Ƅӣ�ˮƽλ�û���λ�ã��ΙC�^���p�C�^���ξ����p���ȡ�
���ڸɰ�Y(ji��)��(g��u)���ԣ�ȼ�Ᵽ�o���ӟo����������ĺ��ӷ�������ˣ�����ƴ�P�������ԄӺ����⣬���Ű�ĽM�b���Ӷ���Ú��w���o���ӡ��e�Ǹ����ϚⱣ�o�������ͺã��w�RС���m���p䓽Y(ji��)��(g��u)��
4.Ϳ�b
���˷�ֹ�ѷe���\ݔ�Ͱ��b�^�������P�����Mһ��Ϳ�b���»��A(ch��)������������ɺ���Ҫ�A̎��Ϳ�b���ᡣ
��������̎�����P�|(zh��)���ȼ�Ҫ���_��Sa2.0~Sa2.5���ϡ�����(j��)�����ĭh(hu��n)�����|(zh��)���x����PͿ�ϡ��p䓽Y(ji��)��(g��u)������Ҫ�Ǵ����Ҳ�����ǭh(hu��n)�����\��ڰ��b�F(xi��n)����Ҫ�rͿ������ͷ���Ϳ�ϡ�
�p䓽Y(ji��)��(g��u)��Ҫ��h�͌��������Y(ji��)��(g��u)������̎����Ϳ�b���g(sh��)���Σ��Cе����ˮ���I(y��)Ҳ�����F(xi��n)������̎�����Ò��輼�g(sh��)���LͲʽ��Ғ�ʽݔ�ͷ�ʽ��Ϳ�bһ�����ֹ��������Y(ji��)�ϑҒ�ʽ���裬Ҳ�ǰ�Cе�������a(ch��n)�����I(y��)��
Ϳ�bǰ�ı���̎�팦��������ķ���Ч���dz���Ҫ��ͿĤ�ĺ�Ⱥ;�����ֱ��Ӱ푲����ķ������ܡ�
5.��Ҫ���g(sh��)���}
�p䓽Y(ji��)��(g��u)����䓽Y(ji��)��(g��u)��䓷N����Y(ji��)��(g��u)��ʽ����кܴ�����˺����������R����Ҫ�y�c�͆��}Ҳ�кܴ���
��䓽Y(ji��)��(g��u)����䓰��ȡ�����ˮƽ�ߡ����ӗl����������}��Ҫ���F(xi��n)�ڽY(ji��)��(g��u)���ӿɲ����ԡ�䓲ĺ����ԡ���ֹ���^����ȱ�ݵȷ��棬�p䓽Y(ji��)��(g��u)��Ҫ�Ƿ�ֹ���p�ٺ���׃�μ���C������ߺ������a(ch��n)�ʡ�
���Ͼ����P(gu��n)�ڽ����W(w��ng)���������P(gu��n)��(n��i)�ݣ������P(gu��n)���p䓽Y(ji��)��(g��u)��ˇҪ��Ƚ��������֪�R�����Ե�䛽��İ�ľW(w��ng)��ͨ��ԃ��

RC-5�y�T늄ӈ�(zh��)������늄ӈ�(zh��)����
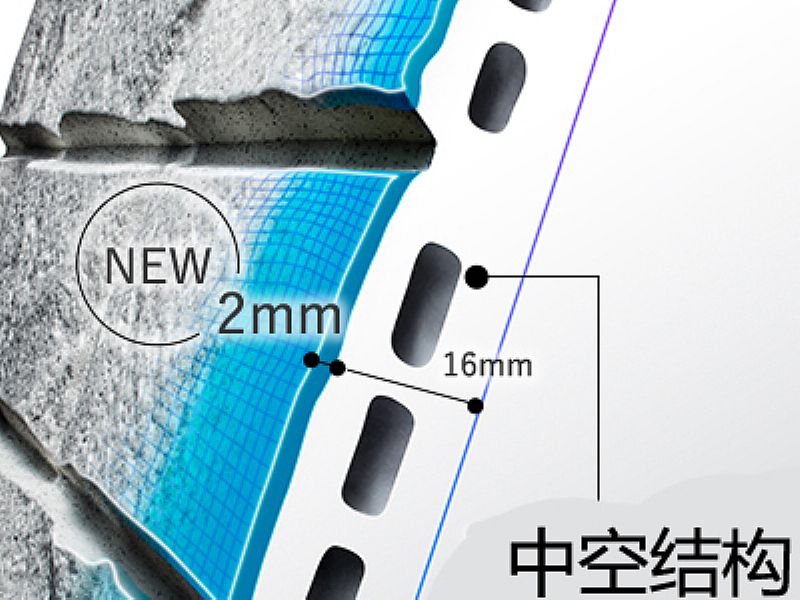
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ���������b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o����

ľ�zˮ��� �w�Sˮ��� �ߏ���ˮ��� �M�ڰ�
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|(zh��)�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a(ch��n)�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a(ch��n)�S�ҿɶ���

������������������,���װ�������,���a(ch��n)�S�ҿɶ���

����������ţƤ����,���ܴ�,PP�ͺϰ��b��,���a(ch��n)�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a(ch��n)�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a(ch��n)�S�ҿɶ���

����^(q��)���Ͼ�����,��ɫ��Ĥ������,���b�����a(ch��n)�S�ҿɶ���

����^(q��)��Ƥ��,��ɫ������,�Gɫ���������b��,���a(ch��n)�S�ҿɶ���